











۱-۱۰ فیزیک پلاستیک ۱-۱۰-۱ تنش باقیمانده تمامی مولفه های پلاستیکی دارای پتانسیل تنش باقیمانده ی معینی می باشند که قابل استناد به نیروهای خارجی نمی باشد اما به دلیل شرایط تولید و خنک سازی وجود دارد. در فرایند اکسترود صفحات، لوله ها و پروفیل ها، جرم مذاب از طریق سنبه فشرده شده که موجب کشیده […]

۱-۷-۵ ضریب گذار حرارتی ضریب گذار حرارتی اطلاعاتی را در مورد ظرفیت عایق ماده فراهم می کند. هر چه قدر مقدار k کوچکتر باشد، ظرفیت عایق ماده بیشتر می شود. ضریب گذار حرارتی توسط معادله ی زیر محاسبه می شود. معادله ی ۱-۳ k = ضریب گذار حرارتی w1 = ضریب گذار حرارتی دیواره به […]

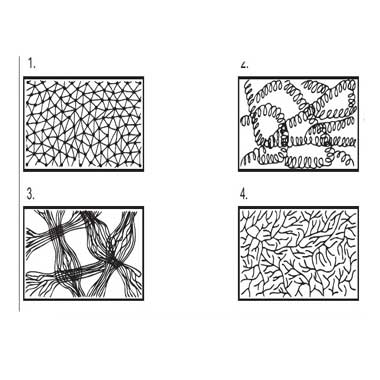
۱-۳-۱ ترموپلاستیک های آمورف آرایش پیوند مولکلولی به چندین فاکتور بستگی دارد. ساختار شیمیایی مولکول زنجیره (یا ساختار درشت مولکول) به صورت ویژه مهم می باشد. یک ساختار فضایی منظم با زنجیره های جانبی طویل و سنگین جلوگیری می شود. به دلیل اینکه پیوند مولکولی در میان مقداری تا نامنظمی کامل وجود دارد، ساختار مانند […]
پلاستیک یک واژه ی آشنا بوده و ماده ای است که غالباً هم در مهندسی و هم در زندگی روزمره استفاده می شود. به دلیل اینکه این ماده تقریباً در تمام عرصه زندگی روزمره ی ما استفاده می شود، به یک ماده ی ضروری تبدیل شده است. اگرچه ما از این ماده به صورت روزمره […]

درجه هایی را در نظر بگیرید که تحت فرایند ذوب مجدد الکترواسلاگ (سربارهی الکتریکی) قرار گرفته اند. ملاحظات بسیاری وجود دارند که یک طراح و قالبساز باید هنگام انتخاب ماده ی ابزار کار، بالانس کنند تا هنگام عملیات انتظارات را برآورده یا فراتر از آن برود. هندسه ی قطعه، اندازه ی قالب، نیازهای صیقل کاری […]

درک گزینش ماده ی الکترود و رابطه ی میان الکترود، ماده ی قطعه کار و پارامترهای ماشین میتواند به بهبود بازده EDM کمک کند. تکنولوژی EDM مته کاری[۱]در طی سال ها پیشرفت بسیار زیادی کرده است و بسیاری از فرایندها و تصمیماتی را تغییر داده است که یک اپراتور EDM در به کار اندازی ماشین […]

این هفت گام می تواند به هر کارگاهی کمک کند تا برای تعمیر قالب یک فرایند موثر و کارآ را تضمین کند. در بیشتر کارگاه های جوشکاری، فرایند مشخصی برای دست کاری یک قالب از زمان وارد شدن برای تعمیر تا زمان آماده شدن برای مشتری وجود دارد. این امر یک فرایند هفت مرحله ای […]

این تصویر یک چندراهه ی آب را نشان می دهد که برای کنترل جریان، دما و فشار ماده ی سرد کننده به داخل صفحه ی نگه دارنده کویتی استفاده می شود. اتصالات مربوط به تخلیه ی ماده ی سرد کننده می توانند در جهت مخالف یا یکسان پایه ی قالب باشند. چندراهه ها ی آب […]

مولفه های سرد کاری برای کنترل جریان و/یا دمای ماده ی سرد کننده استفاده می شوند. هر کدام از مولفه های مختلف سرد کاری در صفحات بعدی توصیف شده اند. موانع فشار برای متوقف کردن یا کنترل جریان ماده ی سرد کننده در کانال ها طراحی شده اند. نوع رزوه مخروطی با ایجاد تفاوت عمدی […]
هنگامی که رزین حرارت داده شود بهتر جاری می شود، اما هنگام سرد شدن از کانال های ماده ی سرد کننده اطراف ماهیچه و حفره ی قالب عبور می کند. بنابراین یک دمای قالب گیری مطلوب باید با کنترل دما، فشار و نرخ جریان ماده ی سرد کننده ثابت نگه داشته شود. در صورت امکان، […]