










طرز کار قالب این تصویر یک استراتژی متداول را برای خروج مولفه ی خنک شده از قالب نشان می دهد. پین های گرد شده ی پران به منظور هول دادن مولفه ی شکل یافته به خارج از قالب باز شده به کار می روند. این تصویر یک پران شتاب داده شده پین مدل را نشان […]

پین های پران و غلاف هنگامی که یک مولفه نهایی خنک شود، باید دمولد (تخلیه کردن) شده و از حفره ی قالب خارج شود. یک پین پران که اغلب با عنوان پین ناک اوت[۱] (تمام کننده) شناخته می شود، می تواند به عنوان وسیله ای توصیف شود که عموماً برای خروج مولفه مورد استفاده قرار […]

به جز ماده ی PET، ماده ی پلاستیک باید عملیات شود تا بعد از قالب گیری تنش ها از بین بروند، و ذرات PMMA باید به مدت ۴ ساعت در دمای ℃ ۷۰-۸۰ تحت خشک کردن چرخه ی هوای گرم قرار بگیرد. اجسام PC باید با هوای تمیز و گلیسرول در معرض خشک کردن چرخه […]

چگونه به قالب گیری شفاف به روش تزریق بپردازیم چگونه به قالب گیری مواد شفاف پلاستیکی PMMA، PC و PET به روش تزریق به پردازیم. به دلیل قدرت انتقال بالای نور این مواد، باید شرایط سطح شفاف پلاستیکی بسیار دقیق باشد، یعنی نمی تواند هیچ گونه علامت، حفره، سفید شدگی، نقاط سیاه، رنگ پریدگی، درخشش […]

چگونگی انتخاب سیستم راهگاه گرم برای قالب سطل رنگ ۱۰ نکته برای انتخاب سیستم راهگاه گرم به طور معمول، قبل از انتخاب سیستم راهگاه گرم برای قالب سطل رنگ، ما باید درک کامل از ۱۰ فاکتور زیر برای انتخاب یک سیستم درست راهگاه گرم داشته باشیم: طراحی محصول. طراحی محصول معمولاً اولین مرحله است که […]

قالب پریفرم PET نوشته شده توسط استیون چنگ تکنولوژی قالب گیری پریفرم PET در فرایند قالب گیری پریفرم، بهترین شرایط به صورت دمای پایین ممکن، زمان کم ممکن برای چرخه، ذوب شدگی یکسان و کامل، IV و AA حداقل ممکن، احتمالاً شفاف، می باشد. شروط مربوطه به صورت زیر می باشند: دما منظور دمای محفظه […]

اغلب طراحی نادرست قالب پریفرم PET (پلی اتیلن ترفتالات) موجب ایجاد بعضی عیوب در محصول نهایی می شود، به ویژه برای قالب گیری به روش تزریق به اندازه ی دقیق تری به نسبت قالب گیری بادی و دورانی نیاز است. بنابراین قبل از اصلاح این نوع قالب پلاستیکی، معمولاً نیاز است که آزمایش و ارزیابی […]

سیستم های گرمایش داخلی برخی از مشکلات مربوط به این سیستم به علت افزایش استفاده از هیترهای داخلی و تنظیمات عبور لازم این هیترها ، بسیار مشکل پیچیده هستند. این تنظیمات عبور هیترهای داخلی به طور قابل توجهی فرصت توسعه را برای مناطق جریان راکد افزایش می دهد، مناطقی که در آن مواد می توانند […]

سیستم های گرمایش خارجی سیستم های گرمای خارجی توانایی ارائه کمترین افت فشار را در مقایسه با سیستم های دیگر به جز راهگاه های گرم عایقی ، دارد. کانالهای جریان به شکل استوانه ای متقاطع هستند و معمولا قطری بزرگتر از سیستم های راهگاه سرد دارند. کانال جریان استوانه ای کارآمدترین شکل برای جریان گدازه […]
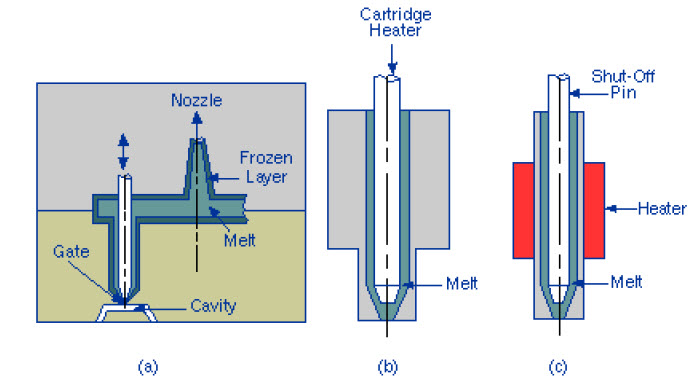
راهگاه های عایق قالبهای راهگاه عایق دارای گذرگاه های بسیار بزرگی دارند که در صفحه قالب، شکل گرفته اند. این گذرگاه ها دارای اندازه مناسبی هستند که در شرایط عملیاتی، اثر عایقی پلاستیک (منجمد شده در دیواره ی راهگاه) همراه با حرارت اعمال شده توسط هر تزریق، مسیر جریان مذاب باز را حفظ می کند. […]