











طراحی راهگاه و گلویی تزریق (گیت) این مقاله به انواع اساسی و عملیات راهگاه ها، گلویی تزریق ها (ورودی ها) و دریچه های هوا در طول قالب گیری تزریقی می پردازد. علاوه بر این اطلاعاتی در مورد انتخاب راهگاه ها، ابزار و مشکلات عرفی مربوط به آنها، ورودی ها، و دریچه های هوا را مطرح […]
راهگاه های عایق سیستم راهگاه عایق شده (تصویر قالب راهگاه عایق را ببینید) به پلیمر مذاب اجازه جریان به راهگاه داده، و سپس برای شکل دهی یک لایه عایق از جنس پلاستیک جامد در امتداد دیوارهای راهگاه خنک می شوند. لایه عایق، قطر راهگاه را کاهش می دهد و به حفظ درجه حرارت قسمت مذاب […]

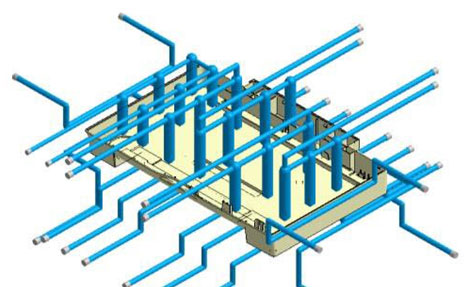
سیستم های راهگاه، مواد مذاب را از بوش اسپرو به سمت گلویی تزریق انتقال می دهند. بخش راهگاه باید دارای سطح مقطع حداکثر و حداقل محیط باشد. راهگاه ها باید نسبت حجم به سطح بالایی داشته باشند. چنین بخشی باعث کاهش اتلاف حرارتی، استحکام زودرس رزین مذاب در سیستم راهگاه شده، و افت فشار را […]
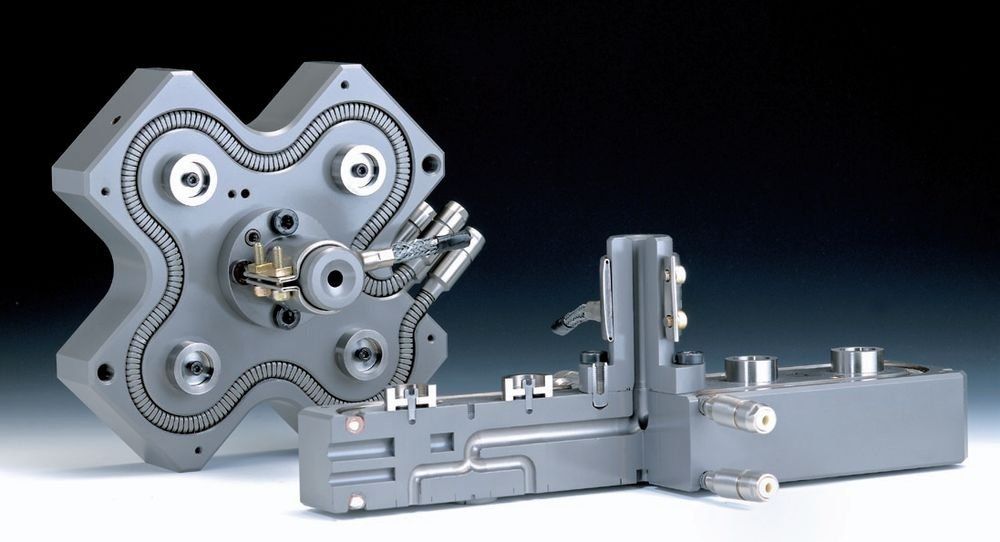
روش های خنک کننده همانطور که قبلاً ذکر شد، روش های متعددی وجود دارد که قالبسازان را قادر به خنک کردن قالب ها می کند. معمولاً روشهای سنتی شامل یک پیکربندی مرکزی برای فرآیند خنک کنندگی است که به صورت یک برج خنک کننده باز، شامل هوا و یا آب سرد شده در سردکنهای مرکزی […]
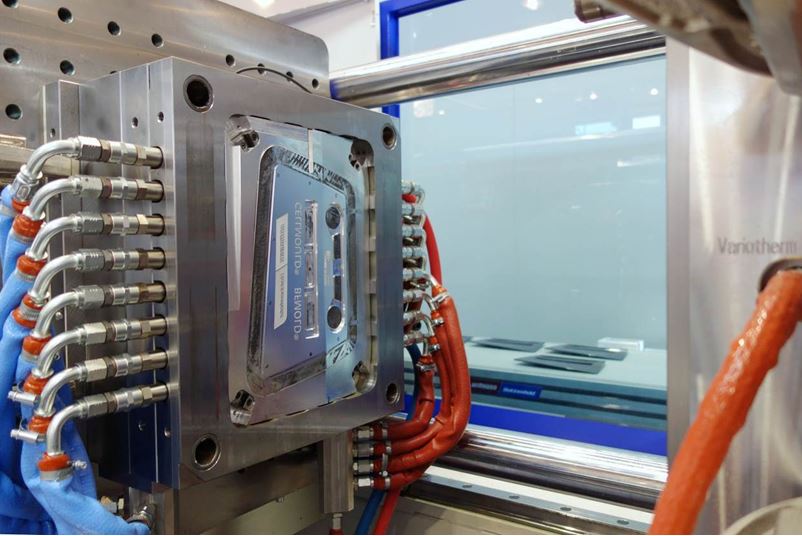
قالبسازان میتوانند عملکرد قالب را با استفاده از تکنولوژی خنک کاری بهینه سازی کنند . این حلقه بستهی کولر مایع، که در خارج از سیستم قرار دارد، بهعنوان بخش اصلی از یک سیستم یکپارچهی حلقهی بستهی خنککننده عمل میکند. این فن آوری آب تمیز را در ماشین های قالب گیری در یک درجه حرارت به […]
قالبسازان به منظور حل مشکلات پردازش، بایستی به خوبی از جدیدترین فناوری های مربوط به کنترل کننده های راهگاه گرم مطلع باشند . سیستم به شما گزارش میدهد که راهگاه اصلی سیستم مانیفولد ساخت شما دچار مشکل است و موجب معیوب شدن نمونه می شود. مشتری از شما می خواهد که عیب سیستم را برطرف […]

فناوری خود تمیز شونده جهت کنترل کردن، تعمیر و نگهداری سریعتر، آسانتر و ایمن تر قالب مورد استفاده قرار میگیرد. ونت (دریچه خروجی) یک نقطه جمع آوری برای خارج کردن هوای موجود در قالب می باشد . روش های معمول تمیزکاری موجب خستگی کارگر شده و نیز گرانقیمت و پرخطر هستند. یک راهکار جدید، فناوری […]

نکات ایمنی و حفاظتی هنگام کار: در هنگام جابجایی، بخش برش برقو را بپوشانید تا از صدمات آتی جلوگیری شود. هنگام بررسی گیج اندازهگیری محیطی محدود، اطمینان حاصل نمایید که بخش برش برقو در حالت غیر فعال است یا پوشانیده شده است. تنها زمانی عملیات اندازهگیری یا آزمایش را انجام دهید که دوک چرخشی ثابت […]

ابزارآلات و تجهیزات جانبی ذیل برای عملیات ماشینکاری (جایگذاری در مرکز، متهزنی، سوراخکردن و برقوکاری) در دسترس قرار میگیرند: گیچ با قابلیت چرخش داخلی، گیرههای نرم برای ثابت نگاهداشتن قطعه مورد پردازش. متهزنی مرکزی با گچهای مته برای جایگذاری قطعه در مرکز. متهزنی پیچشی برای ماشینکاریهای سایشی حفره. ابزار برش عرضی داخلی (ابزار سوراخزنی) یا […]

طراحی و انواع برقوها برقوها به دو شکل دستی و ماشینی موجود میباشند. اصلیترین تفاوت آنها به نوع دسته آنها (برقوهای دستی به صورت مربعی و برقوهای ماشینی به صورت مخروطی هستند) و همچنین بخش برش آنها (برقوهای ماشینی سر کوتاهتری دارند) برمیگردد. شکل ۱: برقو دستی، مستقیم ۱-سر ۲- قسمت برش نهایی شکل ۲: […]