




چرا قالب پریفرم PET قبل از تولید نیاز به آزمایش دارد؟ بخش هفتم
طرز کار قالب
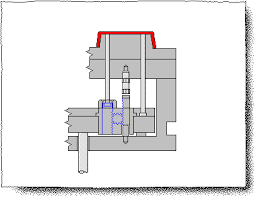
این تصویر یک استراتژی متداول را برای خروج مولفه ی خنک شده از قالب نشان می دهد. پین های گرد شده ی پران به منظور هول دادن مولفه ی شکل یافته به خارج از قالب باز شده به کار می روند.


این تصویر یک پران شتاب داده شده پین مدل را نشان می دهد که به خروج مولفه های شکل گرفته کمک می کند که احتمال چسبیدن به ماهیچه ی قالب را دارند، و منجربه خروج سخت عادی می شود که می تواند باعث تخریب مولفه ها شود. این نوع وسیله ممکن است با بعضی از سیستم های گسترده ی پران سر و کار داشته باشند.
این تصویر دمولد شدن معمولی یک ماردون دنده شانه[۱] را نشان می دهد. دنده های داخلی شکل گرفته به عنوان یک زیربرش برای جلوگیری از خروج عادی قطعات قالب گیری شده به کار می روند. ماهیچه ی دنده دار قالب باید جلوتر از خروج سازی از سرپوش باز شود. این وسیله ممکن است با دیگر دنده ها ی داخلی مشابه این دنده سر و کار داشته باشد.

شکل نشان داده شده از یک سیستم قفل چفتی (Latch) استفاده می کند تا حرکت صفحه استریپر[۲] را برطرف کند. قالب P/L می تواند تا یک زاویه ی از پیش تنظیم شده باز شود، سپس صفحه ی استریپر در حین این که قالب دائماً باز می شود، محکم می شود. فعالیت صفحه ی دستکاری می تواند زمان چرخه را کاهش دهد و تولید را به حداکثر مقدار برساند.
این تصویر ساختار قفل تاگل را در بازگشت ساختار اولیه ی پران نشان می دهد. پین های پران باید قبل از پین های زاویه ای بازگردانده شوند و در تماس با بلوک های کشویی قرار بگیرند و آن ها را حرکت دهند وگرنه ممکن است قالب آسیب ببیند. این وسیله همچنین یک ساختار بازگشتی داخلی اولیه را به کار می اندازد.

این تصویر یک ساختار مورد استفاده برای ایجاد یک زیربرش داخلی و پس از آن دمولد کردن آن در کورس خارج سازی قطعه را نشان می دهد. لایه های ویژه ی قالب نیاز دارند تا زیربرش ها یا موانع را خارج سازند. این وسیله ممکن است بعضی از شرایط مشکل رهاسازی زیر برش را به کار بیاندازد.

جلاکاری مسائل رایج و راه حل ها
خیلی اوقات ممکن است درک علت مسئله باعث شود تا جلاکاران درچار اشتباه نشوند. با این حال پاره ای از مشکلات در حین دستکاری جلاکاران به وجود می آید. در این شرایط، درک عملیات مناسب ممکن است انجام عملیات را سهولت ببخشد. این مورد، بسیاری از مسائل عادی تجربه شده توسط جلاکاران را آشکار می سازد و تعدادی راه حل عملی نیز ارائه می دهد.

جدول نشان داده شده ی بالا رایج ترین مسائل مشاهده شده در جلاکاری می باشد. علل ممکن این مشکلات نیز در جدول آمده اند تا از وقوع مسائل جلوگیری شود. راه حل های برطرف سازی مشکلات نیز پیشنهاد شده اند اما راه حل درست این است که استراتژی ها و عملیات مناسب برای خلاص شدن از نیاز به کار های زمان گیر مورد ملاحظه قرار بگیرند.
بهترین راه حل برای یک مشکل جلاکاری، ایجاد مشکل در مرحله ی اول نیست. یک جلاکار باتجربه ی قالب ممکن است همانطور که بحث شد، بارها روش ها و عملیات مناسب را مشاهده کرده باشد. بعضی مسائل شامل سوختگی های EDM نمی توانند جلوگیری شوند، با این حال اگر به طور موثر به آن ها بپردازیم، برطرف کردنشان نیز راحت تر می شود. ارزیابی وضعیت وجه بیرونی برای جلوگیری از آن دشوارترین مشکل می باشد. ارزیابی درجه ی نقطه ی کاتر به شدت چالش برانگیز می باشد. تنها یک جلاکار باتجربه می تواند به صورت منطقی کارهای مورد نیاز را ارزیابی کند.
[۱] Rack and pinion
[۲] Stripper plate movement






