




قالب تزریق پلاستیک – بخش سوم
طراحی قالب
طراحی قالب تزریق به خودی خود یک موضوع بسیار متنوع و پیچیده است. با این حال درک ویژگی های اولیه طراحی و ساخت و ساز ابزارهای یک قالب تزریق ساده خالی از لطف نیست.
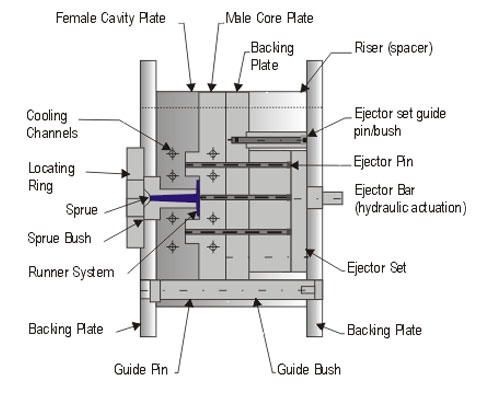
شکل ۲
در این مورد ساده قالب معمولا شامل دو نیمه می باشد: یک نیمه متحرک ( هسته – core) و نیمه ثابت (cavity). با شروع از سمت تزریق، یک حلقه تعیین موقعیت در پشت کفشک نصب شده است، حلقه موقعیت دهی قالب را در صفحه ثابت نصب و متمرکز می کند. در حلقه تعیین موقعیت یک بوش تزریق مشاهده می شود. برای اینکه مواد بتوانند مستقیما از واحد تزریق به محفظه قالب منتقل شوند، بوش تزریق با شعاعی برابر با نازل واحد تزریق به آن متصل می شود. در مورد یک قالب تک محفظه مخروط تزریق ممکن است به طور مستقیم به قطعه تغذیه کند، در مورد قالب های چند حفره، مخروط تزریق به یک سیستم راهگاه که در قالب ماشینکاری شده است و بعنوان یک سیستم منتقل کننده مواد مذاب به محفظه عمل می کند، متصل می شود. سیستم های راهگاه گرم شده ممکن است در نیمه ثابت قالب گنجانده شده باشند به طوری که سیستم تغذیه راهگاه و مخروط تزریق به طور مداوم دارای مذاب است و بنابراین در پایان چرخه خارج نمی شوند. در عوض مواد مذاب باقیمانده در سیستم راهگاه گرم بعد از تزریق یک قطعه بخشی از تزریق بعدی را تشکیل می دهند. بسیاری از انواع مختلف ورودی (کانال یا روزنه های که راهگاه را به محفظه متصل می کند) برای اتصال سیستم راهگاه به محفظه ممکن است به کار رود. ورودی ها حتی الامکان به منظور کمینه کردن مرز بالقوه” شاهد” کوچک هستند. میتوان مشاهده کرد که فرم حفره و مخروط تزریق در قالب شکل قطعه را می سازد، آنها ممکن است در ورقهای آلومینیوم و یا فولاد صلب ماشینکاری شوند، و یا می توانند به طور جداگانه بعنوان اینسرت ساخته شوند که متعاقبا به ماهیچه ( بخش برآمده قالب که شکل داخلی قطعه تزریقی را شکل میدهد) و صفحات تکیه گاه محفظه متصل شوند. در این مثال خاص، پین های سخت شده برای بیرون انداختن قطعه از قالب به کار رفته اند، آنها در یک صفحه پشت پران که به یک محرک هیدرولیکی پشت صفحه متحرک متصل است، جاداده شده اند. یک بوش پران پروفیل پشت بوش تزریق جدایی مخروط تزریق را از بوش تزریق زمانی که قالب باز می شود را تضمین می کند، همنچنین به خروج سیستم راهگاه کمک میکند. کانال های خنک کن در ماهیچه و صفحات قالی به منظور خارج کردن حرارت فرایند از قالب ماشینکاری می شوند. قالب کامل به همراه سیستم بلوک های فاصله گذار ، نگهدارنده(یک بلوک یا صفحه فولادی که برای جا سازی اینسرت ها ماشینکاری می شود، ساختمان یک قالب از مجموعه اینسرت-نگهدارنده تشکیل می شود.)، صفحات پشتیبان با یکدیگر نگهداشته می شوند به طوری که ممکن است به طور مستقیم به صفحات ماشین پیچ شود که کاملا صلب و مقاوم در برابر نیروهای تزریق است.
منبع :اینترنت
برگردان : ایران ملد






