




فرآیند ساخت و تولید بخش چهارم
- سایر عیوب :
تشکیل حفره ها در ماده کاری بعلت انقباض بحث اصلی در ریخته گری فلزات است . تعدادی از عیوب دیگر نیز ممکن است رخ دهد که به دسته بندی های ذیل تقسیم می گردد :
برآمدگی مواد: این دسته بندی شامل کلیه برآمدگی های سطحی ناخواسته در قطعه است (مانند پولک ها ، برق افتادگی ها و متورم شدن ها ) این برامدگی ها می توانند کوچک باشند و سطوح خشنی روی سطح ایجاد کنند یا برامدگی های بزرگ و زمختی باشند .
حفره ها : هر حفره در ماده ، زاویه دار یا گرد ، داخلی یا خارجی در این دسته بندی قرار می گیرد . حفره ها بعنوان یک عیب انقباضی در ریخته گری یا گازهایی که در مذاب محبوس می شوند دراین قسمت مد نظر هستند .
نا پیوستگی ها : ترک ها ، پارگی ها و سرد جوشی ها در قطعه جزء ناپیوستگی ها به شمار می آیند . پارگی ها زمانی بوجود می آیند که فلز ریختگی قادر به انقباض طبیعی نباشد و نقطه ای با تنش کششی بالا ایجاد گردد . برای مثال این پدیده می تواند در یک دیواره نازک که به دو مقطع سنگین در تماس است اتفاق بیفتد . سرد جوشی ها زمانی اتفاق می افتند که دو مسیر تقریبا سرد فلز مذاب در طی فرآیند مذاب ریزی به هم برسند . سطح اتصال بطور کامل ذوب نمی شود و منجر به سرد جوشی می گردد .
سطح ناقص : عیوبی که در سطح قطعه تولید شده ایجاد می گردند . وزش ها ، پوسته پوسته شدن ها ، روی هم افتادگی ها ، تا خوردگی ها ، شکاف ها و تاول زدگی ها جزء این دسته عیوب هستند .
ریخته گری ناقص : مقاطع ریخته شده شکل نمی گیرند . در فرآیند تولید علل ریخته گری ناقص می تواند کم بودن مذاب ریخته شده ، کم بودن فلز مذاب در قالب ، کافی نبودن سیالیت مذاب ، کوچک بودن مقطع حفره ریخته گری ، کند بودن فرآیند مذاب ریزی یا پایین بودن دمای مذاب ریزی با شد .
ابعاد یا شکل غلط : شکل هندسی فلز ریختگی نادرست است . این موضوع می تواند بخاطر انقباض های پیش بینی نشده قطعه حین انجماد باشدیا تاب برداشتن در حین ریخته گری . انقباض فلز ریختگی ممکن است به درستی محاسبه نشده باشد یا مشکلاتی در الگوی ساخت وجود داشته باشد .
آخالها : وجود ذرات آلوده درماده بعنوان افزاینده های تنش عمل می کند و استحکام ریخته گری را تحت الشعاع قرار می دهد . در حین فرآیند تولید ، واکنش مذاب با محیط مانند سطح قالب و اتمسفر خارجی (مخصوصا واکنش شیمیایی با اکسیژن ) می تواند آخالهایی در فلز ریخته گری ایجاد نماید . وجود عیب های ریختگی ، نگهداری و طراحی فرآیند خوب قالب بایستی بخوبی تحت کنترل قرار گیرد .
- طراحی ریخته گری فلزات
در بخش های قبلی در جنبه های اصلی ساخت قطعات در ریخته گری فلزات بحث شد .در مورد ایجاد نمونه ها و نصب قالب و سیستم ورودی بحث گردید . همچنین در مورد اجرای فرآیند ریخته گری شامل مذاب ریزی در قالب ، عناصر و وظایف قطعات مختلف قالب در حین انجام فرآیند تولید ریخته گری بحث صورت گرفت . در این بخش مشخصات طراحی مناسب قالب و سیستم ورودی به منظور تولید قطعه با کیفیت بالاتر و به حداقل رساندن عیوب این فرآیند مورد آزمون قرار خواهند گرفت . این بخش برای کسانی که طراح یک سیستم برای ساخت یک قطعه ریخته گری هستند یا بعنوان یک راهنمای رفع اشکال یا بهبود سیستم موجود مفید است .
طراحی سیستم ورود در قالب: هنگام انتخاب به منظور تولید یک قطعه ریخته گری بایستی ویژگی های ماده و عیوب محتمل در فرآیند تولید مد نظر قرار گیرند . روش اصلی کنترل عیوب ریخته گری در نظر گرفتن طراحی مناسب قالب در ساخت قالب و سیستم ورود است . نکته کلیدی طراحی یک سیستم آن است که انجماد جهت دار را تقویت نماید . انجماد جهت دار در فرآیند ریخته گری ، بدین معناست که انجماد ماده بر اساس طراحی ما صورت پذیرد به گونه ای که مناطقی که بیشترین فاصله را از منبع مذاب دارند در مرحله اول منجمد شوند و پیشرفت انجماد تا تغذیه ها ادامه یابد .
انجماد فلز ریختگی باید به گونه ای باشد که هرگز منطقه جامدی که جریان مذاب را متوقف سازد ایجاد نشود تا مناطق ذوب نشده بصورت مناطق مجزا از سایر مناطق شوند و حفرات تشکیل گردند . همانگونه که در بخش عملیات ریخته گری فلزات و شکل ۱۴ نشان داده شده است .
مهم است که یک فرآیند تولید موثر ایجاد گردد . طراحی سیستم ورودی در کنترل نرخ اغتشاش فلز مذاب در حال ریختگی ، جریان فلز مذاب در طول سیستم ورودی و گرادیان دما در فلز ریخته گری شده حیاتی است . از آنجا که جریان ماده مذاب و گرادیان دما تعیین کننده چگونگی انجماد فلز ریختگی است ، بنا بر این یک سیستم ورودی مناسب منجر به ایجاد انجماد جهت دار در مذاب می گردد .
هنگام طراحی یک قالب ریخته گری یا تلاش در ثبوت یا بهبود کیفیت موجود بهتراست موارد ذیل در نظر گرفته شود :
اطمینان حاصل کنید که به اندازه کافی ماده مذاب وجود دارد
این نکته ممکن است واضح به نظر برسد اما در فرآیند ریخته گری قطعات بسیاری از ریخته گری های ناقص در نتیجه کافی نبودن فلز مذاب بوده اند . مطمئن شوید که حجم کل مناطق ریخته گری را با احتساب انقباض محاسبه نموده اید .
دمای فوق داغ را در نظر داشته باشید
افزایش دمای فوق داغ (اختلاف دمای بین دمای مذاب ریزی و دمای انجماد آن ) که قبلا بدان اشاره شد می تواند سیالیت مذاب را افزایش دهد که منجر به تسهیل جریان در قالب خواهد شد. این افزایش دما موجب بهبود فرآیند تولید می گردد .اما افزایش دمای فوق داغ با اشکالاتی نیز همراه خواهد بود . از جمله افزایش تخلخل گازی ، افزایش تشکیل اکسید و نفوذ مذاب در قالب .
تغذیه ها را عایق کنید
از آنجا که تغذیه ها تامین کننده فلز مذاب برای ریختگی هستند بایستی دیر منجمد شوند . عایق نمودن سطح تغذیه همانگونه که قبلا ذکر شد ، در شکل ۱۳ نمایش داده شده است ، با کاهش گرادیان حرارتی بین مذاب و دمای اتاق منجر به کند شدن سرد شدن مذاب می گردد .
نسبت های را در نظر داشته باشید
در فرآیند ریخته گری این نسبت نشانگر نسبت حجم به سطح مقطع است . هنگامی که عملیات انجماد آغاز می گردد در ابتدا یک پوسته نازک فلز جامد بین جداره قالب و مذاب تشکیل می گردد . با ادامه فرآیند انجماد ، ضخامت این پوسته به سمت مرکز مذاب افزایش می یابد . مقاطع با نسبت حجم به سطح کم ، سریعتر از مقاطعی که نسبت حجم به سطحشان زیاد است منجمد می شوند . هنگام تولید قطعات ریخته گری در نظر داشتن این نسبت به منظور جلوگیری از انجماد نامنظم و ایجاد خطرات ضروری است .
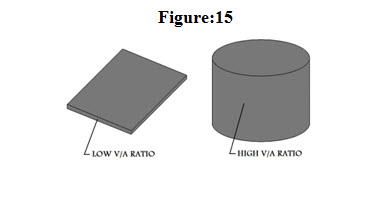 شکل ۱۵
شکل ۱۵
توده های گرمایی
از قراردادن توده های گرمایی در فاصله دور از تغذیه ها اجتناب کنید . در عوض دور تر قرار دادن مناطق ریخته گری با نسبت حجم به سطح کوچک از تغذیه ها ، می تواند یک انجماد یکنواخت را تضمین نماید .
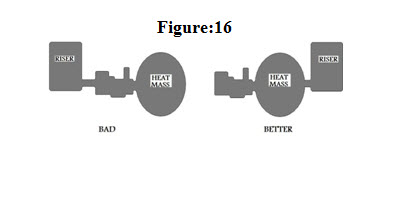 شکل ۱۶
شکل ۱۶
مقاطع ریخته گری
جریان ماده در طول فرآیند تولید بسیار مهم است . یک مقطع بزرگ را از طریق یک مقطع کوچکتر تغذیه نکنید .
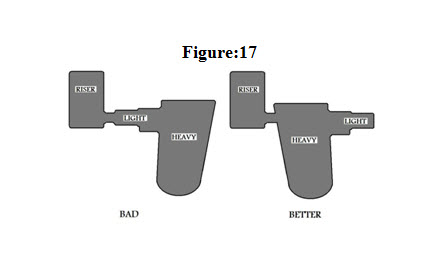 شکل ۱۷
شکل ۱۷
در مورد مقاطع L,T,V,Y,+ محتاط باشید
بعلت ماهیت ذاتی هندسه این مقاطع ، احتمال آنکه مناطقی از این مقطع ها در حین انجماد نسبت به سایر نقاط در تقاطع دیرتر سرد شوند وجود دارد . این نقاط بحرانی در شکل ۱۸ با علامت دایره قرمز نمایش داده شده اند . این مناطق به گونه ای قرار گرفته اند که مواد از طریق آنها که ابتدا منجمد می شوند ، از جریان یافتن مذاب در این نقاط جلوگیری می کنند . جریان مواد ریختگی بایستی حین ساخت چنین مقاطعی به دقت مد نظر قرار گیرد . در صورتی که در طراحی فلز ریختگی فلز انعطاف پذیری وجود داشته باشد ، بهتر است به طراحی مجدد این مقاطع فکر کنید . برخی از طرحهای جایگزین در شکل ۱۸ نمایش داده شده اند . این طرحها تشکیل نقاط بحرانی را کاهش می دهند .
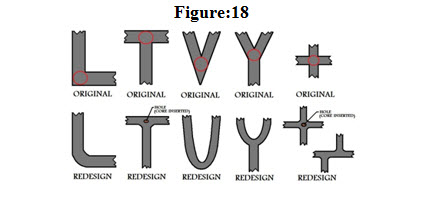 شکل ۱۸
شکل ۱۸
از تشکیل صفحات ضعیف جلوگیری نمایید
هنگام انجماد فلز ریختگی ساختار های دانه ای ستونی شروع به توسعه پیدا می کنند و به سمت مرکز پیش می روند . بدلیل این خاصیت ذاتی ، گوشه های تیز ممکن است منجر به تشکیل صفحات ضعیف گردند . با گرد کردن این گوشه های تیز می توان از این کار جلوگیری کرد .
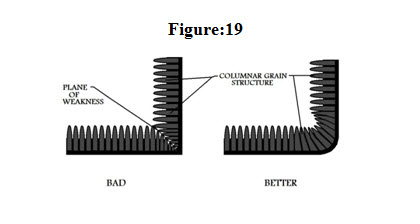 شکل ۱۹
شکل ۱۹
اغتشاش را کاهش دهید
هنگام تولید فلزات به روش ریخته گری ، اغتشاش همواره یک فاکتور در جریان فلز مذاب است . اغتشاش ، همانگونه که قبلا نیز توضیح داده شد مضر است زیرا منجر به گیر افتادن گازها در مذاب و فرسایش قالب می شود . اگر چه بطور کامل نمی توان از تشکیل اغتشاش جلوگیری نمود ، اما اغتشاش می تواند با طراحی یک سیستم ورودی که جریان لایه ای فلز مذاب را تقویت نماید کاهش یابد . گوشه های تیز و تغییرات نامعقول در مقطع در فرآیند ریخته گری می توانند منجر به اغتشاش گردند . این تاثیر می تواند با گرد کردن گوشه ها کم شود .
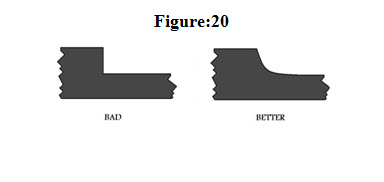 شکل ۲۰
شکل ۲۰
منبع : اینترنت
برگردان : ایران ملد






