




پروسه های ریخته گری – بخش سوم
۱٫۵ ریخته گری دقیق (پروسه با مدل مومی)
مصری ها از این روش هزاران سال پیش برای ساخت جواهر طلا استفاده می کردند. می توان با این روش شکل های پیچیده را با دقت بالا ساخت و برای فلزات و آلیاژهای دما بالا که ماشین کاری آن ها سخت است، استفاده کرد.
یک مدل مومی از قطعه درست می شود، سپس در یک دوغاب نسوز غوطه ور می گردد که مدل مومی را پوشش و یک پوسته را تشکیل می دهد. این محصول خشک می شود و پروسه غوطه ور کردن در دوغاب و خشک کردن تا زمان تشکیل یک ضخامت محکم، تکرار می گردد. بعد از این، کل مدل در یک اجاق قرار داده می شود و موم ذوب و خارج می گردد و سرامیک در دمای بالا پخته می شود تا سخت گردد. این قالب را می توان با فلز مذاب پر کرد. به دلیل اینکه می توان مدل را ذوب و خارج کرد، قطعات بسیار پیچیده و ارزانی قابلیت ساخت دارند. مدل مومی به خودی خود توسط ماشین کاری، ریخته گری یا نمونه سازی سریع قابل ساخت است. همچنین می توان مدل را از فوم ترموپلاستیک ساخت.
قبل از ریخته گری، قالب تا دمای oC 1000 (oF 1832) پیش گرم می شود تا هر گونه باقیمانده موم، جدا و چسب محکم شود. همچنین ریختن مذاب در قالب پیش گرم شده این اطمینان را می دهد که قالب به طور کامل پر خواهد شد. عمل ریختن مذاب را می توان با استفاده از گرانش، فشار یا تحت شرایط خلا انجام داد.
تلرانس های %۵/۰ از طول به طور معمول امکان پذیر هستند و برای ابعاد کوچک در حد پایینی به اندازه %۱۵/۰ ممکن می باشد. با اینکه وزن معمول در بازه g 200 تا حدود kg 8 است ولی ریخته گری ها می توانند از چند گرم تا kg 35 وزن داشته باشند. حداقل ضخامت های دیواره متداول در حدود mm 1 یا حتی mm 5/0 برای آلیاژهای ریخته گری آسان هستند.
فلزات شامل آلیاژهای آلومینیوم، برنز ها، فولادهای ابزاری، فولادهای ضدزنگ، آهن ها و فولادهای ریختگی مختلف و فلزات گران بها می شوند. می توان گاهی اوقات از تمامی ماشین کاری های بعدی اجتناب کرد زیرا امکان رسیدن به تلرانس های نزدیک وجود دارد.
 |
| یک پره توربین |
۱٫۶ ریخته گری گریز از مرکز
این روش از یک قالب دائم استفاده می کند که حول محور خود با سرعت های بالا (rpm 300 تا rpm ۳۰۰۰) می چرخد و در این حین فلز مذاب در قالب ریخته می شود. فلز مذاب تحت تاثیر نیروی گریز از مرکز به سمت دیواره داخلی قالب ریخته می شود تا در آنجا بعد از خنک سازی سخت شود.

فقط شکل های استوانه ای را می توان با این پروسه تولید کرد. محدوده های اندازه تا m 3 برای قطر و m 15 در طول هستند، ضخامت دیواره نیز می تواند mm 5/2 تا mm 125 باشد. تلرانس های OD تقریباً می تواند mm 5/2 و ID mm 8/3 باشد.
مواد متداولی که امکان ریخته گری با این پروسه را دارند، آهن، فولاد، فولادهای ضدزنگ و آلیاژهای آلومینیوم، مس و نیکل هستند. کاربردهای معمول آن نیز در حوزه لوله ها، دیگ های بخار، مخازن تحت فشار، فلایویل ها، بوش سیلندرها و دیگر قطعات مدور بزرگ می باشد.
۱٫۷ ریزساختار و عیوب ریخته گری
وقتی یک فلز مایع خنک می شود و شروع به سخت شدن در قالب می کند، دانه های (بلور ها) فلز در هر دو قسمت، هم روی دیواره های قالب و هم در حجم فلز مایع، شروع به شکل گیری می کنند. نحوه رشد آن ها به صورت شماتیک در شکل (a)25 نشان داده شده است. زمانی که فلز سخت و منجمد می شود، رگه هایی[۱] به شکل درخت را تشکیل می دهد. این ساختار بعد از اینکه ماده ریخته گری شده به طور کامل منجمد شد، باقی می ماند، همانطور که در شکل (b)25 قابل مشاهده است و یک میکروساختار ریخته گری متداول را نشان می دهد. (این تصویر با صیقلی کردن سطح فلز و فرو بردن آن برای مدتی کوتاه در یک حلال اسیدی و سپس مشاهده زیر یک میکروسکوپ نوری ساخته شده است.) علاوه بر ساختار رگه ای، دو عیب معمول دیگر وجود دارند که در میکروساختار ریخته گری پیدا می شود: ذرات ناخالصی که به عنوان ناخالصی حبس شده شناخته می شوند و تخلخل که سوراخ های کوچکی در قطعه ریخته گری شده هستند.
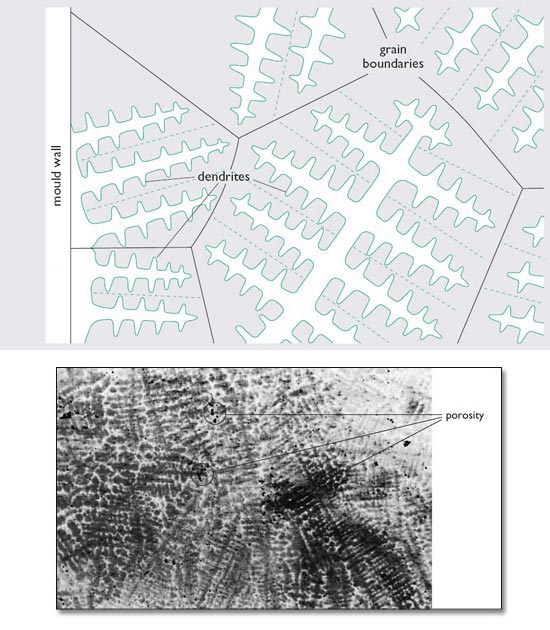 |
| ریخته گری ها (a) تشکیل ساختار رگه ای (b) یک میکروساختار ریخته گی معمول |
برخی ناخالصی های حبس شده را می توان از بین برد به این صورت که گرمادهی قالب را تا دمایی که زیر نقطه ذوب آن باشد و آن را نرم کند، ادامه داد و ناخالصی ها را در فلز “حل” کرد؛ اما از بین بردن تخلخل کار مشکلی تری است. تخلخل به این دلیل اتفاق می افتد که ماده ریخته گری حین محکم شدن، کاهش یافته است. بیش تر مواد زمان محکم شدن و انجماد دچار انقباض می شوند (آب یکی از چند سیالی است که با انجماد افزایش حجم می دهد، به همین دلیل یخ روی آب غوطه ور می شود؛ خبر بد برای تایتانیک، خبر خوب برای خرس های قطبی) و این کاهش همیشه به طور یکنواخت اتفاق نمی افتد، بنابراین سوراخ ها و حفره های فراوانی درون قطعه ریخته گری به جای می ماند. این موضوع قابلیت تحمل بار قطعه را کاهش می دهد و در محصولاتی که تحت تنش بالا قرار دارند و باید کل استحکام ماده مورد استفاده قرار بگیرد، این حفره ها منجر به ضعف می گردند. افت در زمان انجماد می تواند زیاد باشد و عموماً تاثیر بیش تری را نسبت به انقباض حرارتی ماده جامد زمانی که تا دمای اتاق سرد می شود، دارد.
در بسیاری از پروسه های ریخته گری، راهگاه ها و تغذیه کننده ها به عنوان منابع فلز مذاب برای جلوگیری از گسترش حفره ها در قطعه ریخته گری در زمان محکم شدن و انقباض آن هستند. یک برش داخل مجموعه ریخته گری ثقلی (زیر) به طور واضح اثرات این انقباض را نشان می دهد. قسمتی که به شکل دودکش است، نمایانگر راهگاه است که به سمت پایین قرار دارد و آلیاژ آلومینیوم مایع از طریق آن به قالب ریخته شده است. یک بخش توخالی در قسمت بالایی راهگاه وجود دارد که به دلیل جریان یافتن مایعی که در زمان محکم شدن ماده ریخته گری از راهگاه به داخل قالب آمده، ایجاد شده است. همانطور که بخش توخالی را در بالا دیدید، می توانید تعدادی سوراخ در راهگاه و یک سوراخ هم درون خودِ قطعه ریخته گری مشاهده کنید. راهگاه ها و تغذیه کننده ها آخر سر بریده و دور انداخته می شوند.
 |
| مقطع داخلی پوسته میکروسکوپی در ریخته گری تحت فشار ثقلی |
[۱] Dendrite (از ریشه Dendron: کلمه یونانی درخت)
منبع : اینترنت
برگردان : ایران ملد






