




آموزش نرم افزار Mold Flow -مش بندی قطعات
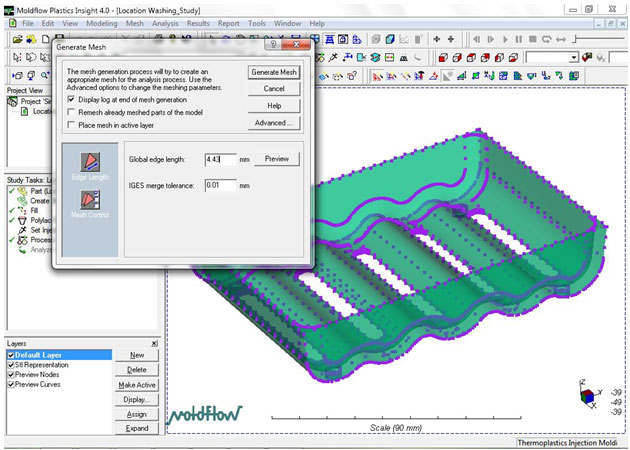
بعد از آشنایی با چگونگی وارد سازی محصول در نرم افزار MPI ، می بایستی به مش بندی آن بپردازیم . بدین منظور در پنجره Study task و با راست کلیک کردن بر روی Create Mesh ، گزینه Generate Mesh را کلیک می کنیم . پنجره ای با همین عنوان باز می شود . (شکل۱-۲-۳)

(شکل ۱)

(شکل ۲)

(شکل ۳)
سه فیلدی که در بالای این پنجره هستند ، به ترتیب زیر هستند:
امکان نمایش گزارش مشبندی بعد از اتمام مشبندی(Display log at end of mesh generation)
امکان مشبندی مجدد محصول به هنگام نیاز(Remesh already meshed parts of the model)
قراردادن مش در یک لایه جداگانه(Place mesh in active layer)(شکل۴)
(شکل ۴)
اگر گزینه Advanced را کلیک کنیم ، پنجره ای متصل به پنجره قبل باز می شود که فیلدهای زیر را داراست :
Global edge Lengthو IGES merge tolerance
قبل از توضیح فیلد های بالا لازم است که توضیحی درباره Global edge Length داده شود :
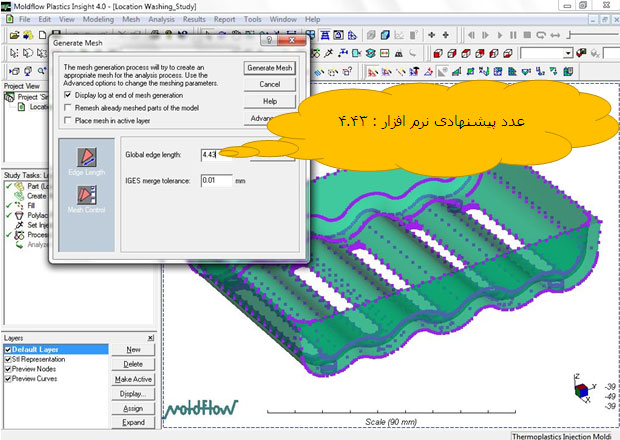
این اندازه به عنوان اندازه و مقدار بهینه مناسب برای اضلاع المان های مثلثی تشکیل دهنده مش را نشان میدهد. چنانچه عدد مربوطه را کمتر از مقدار پیشنهادی قرار دهیم ، طول اضلاع کمتر ، مش بندی ظریف تر ، دقت بیشتر و البته زمان مشبندی و پروسه های تحلیل افزایش می یابد.این کار را باید تا زمانی انجام دهیم که Match Ratio را به بالای %۸۵ برسانیم . این کار با چند بار تغییر عدد پیشنهادی نرم افزار و گزارش گیری امکانپذیر می باشد. به عنوان تجربه شخصی ، برای کارهایی که دقت خیلی بالایی نیاز ندارند ، احتیاج نیست مقدار عدد پیشنهادی نرم افزار زیاد دچار تغییرات کنیم . چنانچه دقت آنالیز برای قطعه بالا باشد و محصول حساسی را برای تزریق داشته باشیم ، میتوان عدد را به صفر نزدیک کرد.این مقدار تحت تاثیر عیوب مش بندی است و در بیشتر اوقات، این مقدار با ترمیم مش ارتقاء پیدا میکند.(شکل۵-۶)
(شکل ۵)

(شکل ۶)
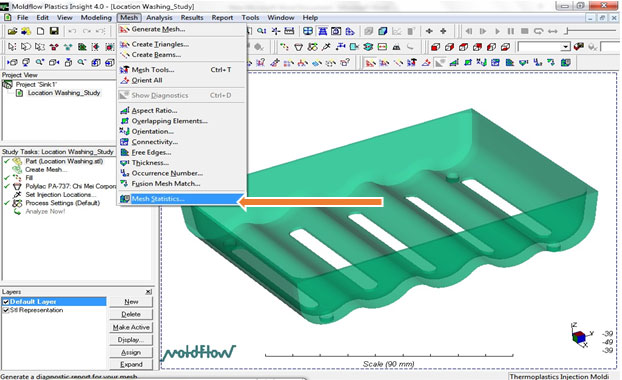
برای دسترسی به گزارشی از مش بندی و کیفیت آن ، کافیست از منوی Mesh در اخرین سطح بر Mesh Statistics کلیک کنیم .(شکل۷-۸-۹)
(شکل ۷)

(شکل ۸)

(شکل ۹)
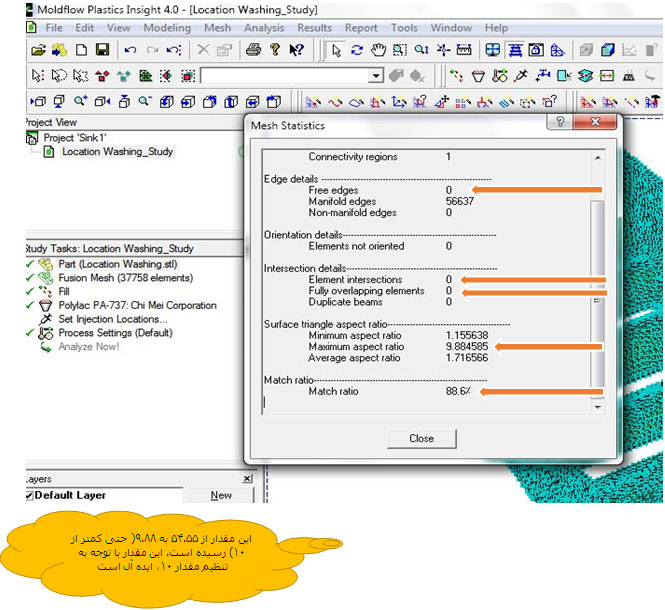
پارامترهای مهمی در این پنجره هستند که کیفیت مشبندی را نشان می دهد .
لبه آزاد (Free edges) : لبه از المانهای موجود که به سایر المانهای موجود متصل نیست..در مش بندی به روش Midplane این لبه ها مجاز هستند ، در حالیکه وجود چنین لبه هایی در مش بندیFusion وSolid 3d بایستی صفر باشد .
المانهای بی جهت (Elements not oriented) : المانهای موجود در مش ، بایستی به سمت بالا و پایین باشند. در مش بندی فیوژنی، جهت گیری وجوه بیرونی قطعه آبی رنگ و جهت گیری المانهای وجوه داخلی قطعه، بایستی قرمز رنگ باشد. عدد این مقدار هم بایستی صفر باشد. این وضعیت در مش بندی به روش Midplane به جز در آنالیزهای Cool و Wrap از اهمیتی برخوردار نیست .علت این امر برابر بودن جهات داخلی و خارجی قطعه (یکسان بودن) می باشد.
المانهای متداخل (Element intersections) : زمانی ایجاد میشوند که دو المان همدیگر را در نقطه ای مشخص قطع کنند . و یا در تعریفی متمایز، زمانی که دو المان بر روی یکدیگر افتاده باشند و به اصطلاح همپوشانی کرده باشند، تداخل رخ می دهد.
نسبت اندازه (Surface triangle aspect ratio) : یکی از مهمترین پارامترهای تاثیرگذار بر مشبندی و متعاقب آن آنالیزها ، بحث نسبت اندازه است . اگر بخواهیم یک قانون کلی (canon) را برای این پارامتر در نظر بگیریم، تناسب یا نسبت مقدار بزرگترین ضلع المان مثلثی شکل به ارتفاع آن بایستی از مقدار ۶:۱ کمتر باشد. تحت تاثیر این پارامتر ، نتایج آنالیزها می تواند تغییرات ناخواسته و اجتناب ناپذیری داشته باشد.
با توجه به گزارش مشبندی قبل از ترمیم مش، بیشترین مقدار اندازه Maximum Aspect ratio 54.55 است که بایستی این مقدار بعد از ترمیم مش به ۱۰ برسد.(بهترین حالت این مقدار به ۶ میرسد. )
نسبت تطابق مش ( Match ratio) : یکی دیگر از مهمترین پارامترهای تاثیرگذار در روند آنالیز و نتایج حاصله ، نسبت تطابق مش می باشد. اگر المانهای یک محصولی دارای چیدمانی منظم باشد به نحوی که استقرار آنها در دو طرف یک ضخامت (Thickness) کاملا روبروی یکدیگر باشد ، آنگاه قطعه دارای تطابق مش میباشد . برای دستیابی به بهترین جواب ، میزان این عدد بایستی از %۸۵ بالاتر باشد . در این حالت ، جوابهای حاصله دقیقتر و به واقعیت نزدیکتر خواهد بود . البته این پارامتر،خود تحت تاثیر عدد پیشنهادی نرمافزار در قسمت مشبندی می باشد. همانطور که قبلا گفته شد ، هرچه قدر این عدد به صفر نزدیکتر باشد ، مشبندی ظریفتر ،و البته زمان محاسبه و آنالیز بیشتر می شود .
البته این اهداف(به صفر رساندن مقادیر اعدادی مشهای معیوب ) زمانی میسر می شود که با استفاده از ابزار ترمیم مش ،نقاط معیوب را ترمیم کنیم . برای این قطعه ، بعد از اتمام ترمیم مش گزارشگیری مجددی را لحاظ کردیم که نتایج به شرح زیر می شد. (کلیه پارامترهای تاثیر گذار به حد مطلوب و ایده آلی رسیدهاند). لازم به ذکر است مراحل ترمیم مش در فصول بعدی آموزش داده خواهد شد .(شکل۱۰)
(شکل ۱۰)
ارسال شده توسط مرتضی نظرپور







واقعأ ممنون بخاطر انتشار مطالب آموزشیه مربوط به Mold Flow
مفید بود…
پاینده باشید.