




فرآیند ساخت و تولید بخش دوازدهم
Cold Chamber
ریخته گری با Cold Chamber یک نوع ریخته گری با قالب ثابت می باشد. یک قالب چندبار مصرف، سیستم سنبه و تمام آنها در آن استفاده شده است. معمولا آن را با ماشینکاری با دقت از دو بلوک استیل می سازند. از ماشین های بزرگ تنومند برای تامین نیروی مورد نیاز نگهداشتن دو نیمه قالب به یکدیگر استفاده می شود تا در مقابل نیروهای عظیمی که در طول فرآیند اعمال می شود مقاومت داشته باشد.
 یک شات تزریق فلزی (Cold Chamber)، در ورودی قالب تعبیه شده است که به نوبه خود به سیلندر قدرت متصل است.
یک شات تزریق فلزی (Cold Chamber)، در ورودی قالب تعبیه شده است که به نوبه خود به سیلندر قدرت متصل است.
 در ابتدای چرخه تولید، مقدار دقیق مواد مذاب برای یک شات به داخل محفظه شات از یک منبع خارجی منتقل می شود که ماده ای برای ریخته گری فلز دارد.
در ابتدای چرخه تولید، مقدار دقیق مواد مذاب برای یک شات به داخل محفظه شات از یک منبع خارجی منتقل می شود که ماده ای برای ریخته گری فلز دارد.
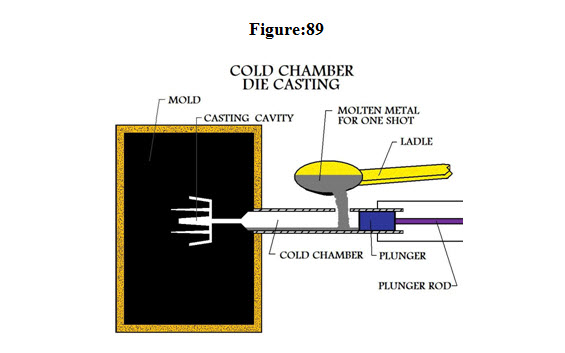 |
سیلندر قدرت پیستون را به سمت جلو فشار میدهد، که ورودی را قطع میکند. سیلندر قدرت موجب می شود که پیستون قدرت فلز مذاب را با فشار بسیار بالا به جلو فشار میدهد. فشار اعمالی باعث می شود که فلز مذاب حتی در قسمتهای بسیار نازک قالب وارد شود و موجب میشود جزئیات سطح قطعه افزایش یابد. پس از فاز تزریق ریخته گری فشار در برخی اوقات حفظ می شود.

زمانیکه فلز ریخته گری شروع به جامد شدن می کند، فشار قطع می شود. سپس قالب باز می شود و ریخته بوسیله پین پران از قالب خارج می شود. قبل از بستن مجدد قالب با روان کننده اسپری می شود و پیستون در شات تزریق پایین می آید نتا آماره سیکل بعدی تولید شود.
ریخته گری با Cold Chamber برای تولید
اساسی ترین تفاوت بین ریخته گری با Cold Chamber و هات چمبر در اینست که در نوع با Cold Chamber ، فلز مذاب از طریق یک منبع خارجی به شات تزریق وارد می شود در حالیکه در نوع هات چمبر، منبع تامین کننده فلز مذاب به ماشین متصل میباشد. در فرآیند با خان گرم همیشه یک ماین ویژه در تماس با فلز مذاب میباشد. به همین دلیل، مواد با نقطه ذوب بالاتر برای ماشینکاری در ریخته گری با خان گرم مشکل ایجاد میکنند. از انجاییکه در Cold Chamber فلز مایع از منبع خارجی تزریق می شود، تجهیزات ریخته گری میتواند مذت بیشتری خنک تر بماند.
در نتیجه، آلیاژهای آلومینیوم، برنج، مس و آلومینیوم-روی با دمای ذوب بالا را معمولا با استفاده از روش ریخته گری ریخته گری با Cold Chamber انجام میدهند. تولید آلیاژهای با دمای ذوب پایینتر نیز با روش خان-سرد امکانپذیر می باشد. با توجه به فرآیند تولید ریخته گری فلزی صنعتی، در کل، مزایای تولید با روش خان گرم موچب شده است که مناسب ساخت قطعات با دمای ذوب پایین تر باشد.
در فرآیند ریخته گری Cold Chamber ، مواد باید برای هر سیکل تزریق و تولید آورده شوند. این عمل سرعت تولید را کاهش میدهد. درحالیکه در فرآیند گرم، بطور مداوم خروجی داریم. ریخته گری با هات چمبر همچنان بعنوان یک فرآیند با تیراژ بالا قلمداد می شود.
در مقایسه با فرآیند ریخته گری با هات چمبر ، Cold Chamber به فشار بیشتری نیاز دارد. فشاری که نیاز است تا فلز مذاب را به قالب تزریق نماید و حفرات را پر نماید در فرابند سرد از نظر قدرت بیشتر از نوع گرم می باشد. در فرآیند ریخته گری سرد معمولا فشار اعمالی در حدود ۲۰۰ تا ۳۵۰۰ بار میرسد تا بتواند حفرات قالب را با فلز مذاب پر نماید. قطعات تولید شده توسط فرآیند ریخته گری با Cold Chamber تمام مشخصات متمایز فرآیند ریخته گری را داراست، مانند جزئیات پیچیده، دیواره های نازک، و مشخصات مکانیکی بی نظیر. سرمایه اولیه بالای این فرآیند موجب می شود که این نوع ریخته گری مناسب تولیدات زیاد باشد.
منبع : اینترنت
برگردان : ایران ملد






