




فرآیند ساخت و تولید بخش دهم
سنبه ها و ریخته گری قالب نیمه ثابت
سنبه ها معمولا در فرآیندهای قالب ثابت وجود دارند. بهتر است که این سنبه ها از همان جنس قالب که ثابت نیز میباشند ساخته می شوند. شکل این سنبه ها باید بگونه ای باشد که جداسازی ریخته و یا سنبه هایی که نیاز است توسط وسایل مکانیکی جدا شوند بسهولت انجام شود. سنبه های ماسه ای محدودیت های کمتری دارند که می توانند به همراه قالب ثابت استفاده شوند. سنبه های ماسه ای که در قالب های ثابت وجود دارند قبل از ریختن فلز جاگذاری می شوند. سنبه های ماسه ای ثابت نیستند، مانند قالب و باید شکسته شود و در هر بار ریخته گری جایگزین می شود. بهرحال، سنبه های ماسه ای آزادی بیشتری در تولید هندسه داخلی دارند. در صنایع تولیدی، استفاده از یک سنبه دور ریختنی با یک قالب ثابت ریخته گری قالب نیمه ثابت نامیده میشود.
مشخصات و ملاحظات تولید بوسیله ریخته گری قالب ثابت
- عموما این فرآیند تولید فقط مناسب مواد با دمای ذوب پایین میباشد مانند آلیاژهای روی، مس، منگنز و آلومینیوم.
- قطعات چدنی نیز با این فرآیند تولید میشوند ولی دمای بالای چدن جهت قالب ریزی دشوار است.
- استیل نیز میتواند در قالبهای ثابت ساخته شده از گرافیت یا یک ماده نسوز دیگر تولید میشود.
- ممکن است که جهت کمک کردن به اتلاف حرارتی در حین فرآیند ریخته گری با آب یا پره های حرارتی خنک شوند.
- بدلیل نیاز به بازوبسته کردن قالب برای خارج کردن قطعه کاری، شکل و هندسه قطعه محدود میباشد.
- اگر از روش ریخته گری نیمه ثابت استفاده شود، شکل داخلی قطعه ممکن است پیچیده باشد.
- بدلیل ماهیت قالب، فلز ریخته گری بسرعن جامد میشود. این باعث می شود که ساختار دانه بندی کوجکتری بوجود آید که یک ریخته گری با خواص بی نظیر مکانیکی بوجود می آید.
- ممکن است که با استفاده از قالب ثابت خواص یکنواخت تری از قطعه مشاهده شود.
- یکی دیگر از مزیتهای قالبهای ثابت در مقایسه با دیگر روشهای گرانقیمت دقت ابعادی بالا و سطح نهایی فوق العاده با کیفیت میباشد.
- در روش تولی بوسیله قالب ثابت درصد موارد غیرقابل قبول قطعه کاهش میابد.
- در این فرآیند محدودیت در اندازه قطعات ریخته شده وجود دارد.
- هزینه برپایی اولیه بالاست، که باعث می شود این نوع ریخته گری برای مقادیر کم تولیدی نامناسب باشد.
- روس قالب ثابت بمقدار زیادی میتواند اتوماتیک شود.
- این فرآیند صنعتی برای تولید مقادیر زیاد مناسب می باشد. زمانی که راه اندازی شد، میتواند بطرز جشمگیری جهت تولیدات زیاد مقرون به صرفه باشد.
فرآیند تولید دایکستینگ
دایکستینگ یک فرآیند قالب ثابت می باشد که در اویل سال ۱۹۰۰ بوجود آمد. مشخصه بارز دایکستینک فشار زیادی است که به فلز مذاب نیرو وارد می کند تا وارد قالب شود. بدلیل اینکه فشار زیادی مورد استفاده قرار می گیرد تا فلز در داخل قالب جریان یابد، ریخته گری قالبی با جزییات سطحی زیاد، دقت ابعادی و دیواره های بسیار نازک تولید می شود. ضخامت دیواره ای که در این فرآیند ساخته می شود به کوچکی ۰٫۵ میلیمتر می باشد. اندازه قطعات صنعتی که در این روش تولید میشود از خیلی کوچک تا قطعات ۵۰ پوندی میباشد. قطعات معمولی که در صنعت با این روش تولید می شود شامل ابزار الات، اسباب بازی، کاربراتور، اجزاء دستگاه ها، شیلنگ های مختلف و موتور ها.
فرآیند
قالب
مانند تمام فرآیندهای قالب صنعتی، اولین مرحله در دایکستینگ ساختن قالب می باشد. قالب باید بدقت بصورت دو نیمه ساخته شود که بتوان آن را برحتی برای خارج ساختن قطعه باز و بست کرد. عموما قالب دایکستینگ و تمام اجزا سیستم حفره آن، از استیل ماشینکاری شده است. قالب های چند سنبه ای برای تولید قطعات زیادی ایتفاده می شوند. قالب های تکی نیز معمولا برای تولید قطعات فلزی ساخته می شوند که ترکیبی از قالب های کوچک می باشد .
ماشین های دایکستینگ
مضاف بر باز و بسته کردن قالب برای آماده سازی و حذف ریخته گری، بسیار مهم است که نیروی کافی وجود دارد تا به قالب اعمال شود تا دو نیمه قالب را در طول تزریق فلز مذاب بخوبی دو بهم متصل نگه دارد. جریان فلز مذاب در این فشار بالا یک نیروی شگرفی ایجاد میکند که باعث جدا کردن نیمه های قالب میشود.
 در تولید صنعتی، ماشین های دایکستینگ با توجه به نیرویی که قالب میتواند تحمل کند دسته بندی می شوند. نیروهای نگهدارنده برای این ماشن ها از ۲۵ تا ۳۰۰۰ تن متغیر می باشد .
در تولید صنعتی، ماشین های دایکستینگ با توجه به نیرویی که قالب میتواند تحمل کند دسته بندی می شوند. نیروهای نگهدارنده برای این ماشن ها از ۲۵ تا ۳۰۰۰ تن متغیر می باشد .
تزریق فلز مذاب
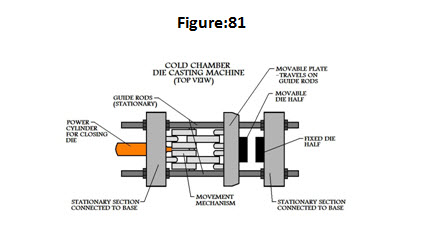
در تولید صنعتی، فرآیند دایکستینگ به دو بخش اساسی تقسیم میشود، دایکستینگ حفره داغ و حفره سرد. بعدا هریک به تفضیل توضیح داده می شود. اگرچه فرآیندها با یکدیگر متفاوت هستند، اما در هر دوی اینها از یک پمپ پیستونی یا پلانجر جهت هدایت فلز مذاب به مسیر مورد نظر استفاده می کند.
 |
فشاری که در دایکستینگ، فلز به قالب فشرده می شود در محدوده ۷۰ تا ۳۵۰۰ بار می باشد. این فشار برای جزئیات دقیق سطح و دیواره های نازک در تولید ریخته گری با استفاده از این تکنیک بسیار اهمیت دارد.
زمانی که قالب با فلز مذاب پر شد، تا سفت شدن کامل فلز ریخته شده فشار را ثابت نگه میدارند. سپس قالب باز شده و قطعه برداشته می شود. پین پران موجود در قالب عملیات جداسازی قطعه را تسهیل می کند. در بسیاری از فرآیندها، سطوح داخلی قالب توسط یک مایع روان کننده قبل از هر سیکل اسپری می شود. این روان کننده باعث می شود خنک شدن قالب سریعتر انجام شود به همان میزان نیز کمک می کند تا فلز ریخته شده به قالب نچسبد .
زمانیکه ریخته از قالب جدا شد و روان کننده به سطح داخلی قالب اسپری شد، دای ها بیکدیگر متصل می شود و سپس مجددا فرآیند شروع می شود. با توجه به جزئیات هر تکنیک تولید ریخته گری دایکستینگ متفاوت است. در ربخی موارد، سرعت های تولید بسیار بالایی در فرآیند ریخته گری فلزی دارند.
منبع : اینترنت
برگردان : ایران ملد






