




انتخابی میان سیستم های راهگاه گرم و سرد
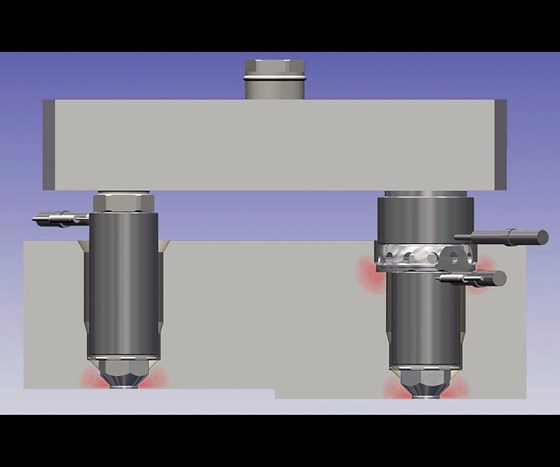
شکل ۱
شکل ۱ . نمونه ی یک سیستم راهگاه گرم دو دراپی را نشان میدهد که یکی به عنوان نازل پیچشی و دیگری به عنوان نازل انبساط گرمایی / تراکمی می باشد . قسمت های قرمز رنگ نواحی انتقال گرمایی برای هر مدل را نشان میدهد .
صنعت قالب گیری تزریقی معمولا مورد توجه شرکتهایی است که از سیستم های هات رانر استفاده می کنند در حالیکه نسبت به شرکت هایی که از راهگاه سرد استفاده می کنند ، پیشرفته ترند . اغلب کارگاه ها تصمیم می گیرند از سیستم راهگاه گرم استفاده کنند بدون اینکه هزینه های احتمالی راهگاه سرد و بهره های کیفی انرا در نظر بگیرند و یا بخش مدیریتی به عنوان بخشی از طرح ابداعی مقرون به صرفه تصمیماتی مربوط به ان اتخاذ می کند .
ظاهرا استفاده از راهگاه های گرم کاملا سودمند به نظر میرسد . راهگاه های گرم به مواد کمتری نیاز دارند در نتیجه هزینه کاهش می یابد به هر حال راهگاه های گرم در واقع تراشه بیشتری به دلیل دوره ی توقف کار و نشت ها ایجاد می کنند . صرفه جویی در کاغذ اغلب پولی به بانک اضافه نمی کند . این موضوع جالبی است و اغلب در واحدهای اموزشی ما مورد بحث قرار می گیرد بسیاری از دانشجویان ما از کمپانی هایی هستند که فقط از راهگاههای داغ استفاده می کنند . افراد دیگر از شرکتهایی هستند که ترکیبی از راههگاه های گرم و سرد در تجهیزات انها کار می کند اما همه در یک مورد مشترکند : همگی از سیستم های راهگاه گرم شکایت می کنند . شکایت انها اغلب در مورد کیفیت ، یکنواختی دما ، بخش پشتیبان ، زمان توقف و دریچه ی باریکی سیستم ها است .
بررسی دقیق بر روی طرح سیستم های راهگاه گرم نشان میدهد این پروسه ها به مباحث احتمالی دیگری مربوط میشود.اگاهی از این جنبه ها در سیستم های راهگاه گرم و تاثیر انها بر خط پایانی کارگاه می تواند به شرکتها کمک کند در یابند ایا راهگاه سرد انتخاب بهتری است .
ارزیابی منبع تغییر
دراینجا چند چالش پیرامون راهگاه گرم متداول و منابع تغییر ارائه میشود تا برای تصمیم گیری در انتخاب راهگاه گرم و سرد استفاده شود:
- فشاربالا در نقاط مختلف دستگاه
- نیاز به وجود همزمان قالب سرد و میز تراز
- گیت بندی ( برای مثال سرد شدن یا وجودمواد مذاب در یک سمت و مواد منجمد در سمت دیگر ،مسدود شدن ، رشته ایی شدن و سیستم های کنترلی )
- انبساط گرمایی و هم ترازی کانالهای سوراخ دار
- تلرانس مجموع
- توقف یا عدم حرکت جریان در کانال
- سطح مهارتی بالاتر
- اندازه کوچکتر گلوله سبب کنترل کمتر سرعت در طول تزریق میشود
- انقطاعهای دوره ایی
- جنبه های نشتی
- کنترل کننده
- مقاومت هیتر
- استقرار و اتصال ترموکوپل
- تنوع ابعادی قسمت بالای گیت
- جزییات مربوط به نازل
- هم ترازی مته ی عرضی
- استقرار پین دریچه
- عدم توازن جریانی
- مصرف برق
ارزیابی هزینه ها
هات رانر ، سرمایه گذاری است بنابراین باید بر این اساس بررسی شود .اگر سرمایه گذاری معیار برگشت سرمایه را با توجه به سود دلخواه در یک چارچوب زمانی تامین نکند بنابراین راهگاه سرد ممکن است انتخاب بهتری باشد . زمانیکه هزینه ی سیستم های راهگاه گرم ارزیابی میشود هزینه های مستقیم و غیر مستقیم باید مدنظر قرار بگیرد .
هزینه های مستقیم شامل هزینه های مربوط به سیستم راهگاه گرم ، قسمتهای مجزا ( رئوس ، هیترها ، ترموکوپل و نازلها ) و بخشهای کنترل کننده و هزینه های غیرمستقیم شامل مباحث مراقبت و نگهداری ، زمان ماندگاری ، تغییرات در رنگ ( زمان ، مواد ، پاکسازی) و دریچه و الزامات مربوط به بخش اموزشی است .
سیستم سرد و واقعیت مربوط به ان
در بسیاری از موارد ، سیستم های راهگاه سرد انتخاب مناسب تری است . در چند کاربرد ممکن است پروسه ایی قادر به ساخت قسمتهای با کیفیت تر باشد . اگرچه ابداعی لازم است واقعیت این است با یک راهگاه سرد ، طراح میتواند طرح و ساخت سیستم را کنترل کند . در واقع میتوانند در یک سیستم راهگاه سرد کانالها را اسانتراز سیستم های راهگاه گرم اندازه گیری کنند در نتیجه امکان بررسی هر گونه تغییر در سیستم های راهگاه سرد فراهم میشود. اگر انها مشکلی یا نیاز به تغییر اندازه های راهگاه یا محل گیت پیدا کنند در راهگاه سرد کار اسانتر از راهگاه گرم انجام میشود .به این علت که محلهای دریچه ی گیت راهگاه گرم برای مایفولد مشخصی تثبیت شده است
فواید راهگاههای سرد :
- سرمایه گذاری پایین تر اولیه ( لازم نیست سیستم یا کنترل الکترونیکی خریداری شود .)
- محلهای انعطاف پذیر گیت و اپشن های طراحی
- قابل تغییر بودن محلها و طرحهای گیت به اسانی
- کنترل بهتر گلوله به علت ضربه های بزرگتر پیچ
- تشخیص اسانتر تغییر به علت پیچیدگی کمتر سیستم تحویل مذاب
- تنوع گرمایی کمتر و به این علت به ترموکوپل ، هیتر و کتارل کننده ها نیاز نیست .
- کنترل اسان رئولوژیکی
- ازاد بودن برای تغییر رنگ در راهگاه سرد چون هر چرخه خارج میشوند
چالش های پیرامون راهگاهای سرد :
- هزینه ی بالاتر مواد نسبت به راهگاه گرم
- بررسی رانر و سایش مجدد
- چرخه ی زمانی محدود اگر اندازه رانر درست انتخاب نشده باشد
- کاهش ظرفیت گلوله که برای قسمتهای مختلف قابل دسترس است و تغییراتی در حجم رانر ایجاد می کند.
- توجه به افزایش توناز گیره برای منطقه ی کاری
تبدیل رانر
بسیاری شرکت ها با استفاده از هر دو سیستم در دوره های اموزشی ما شرکت کرده اند . بعضی شرکتها رانرهای سرد را به گرم تبدیل کرده اند . تعداد دیگری فقط از رانر های سرد استفاده میکردند زیرا هانرهای گرم جنبه های کیفی و هزینه ایی برای شرکتهای خاصی به همراه داشته است .
شکل ۲
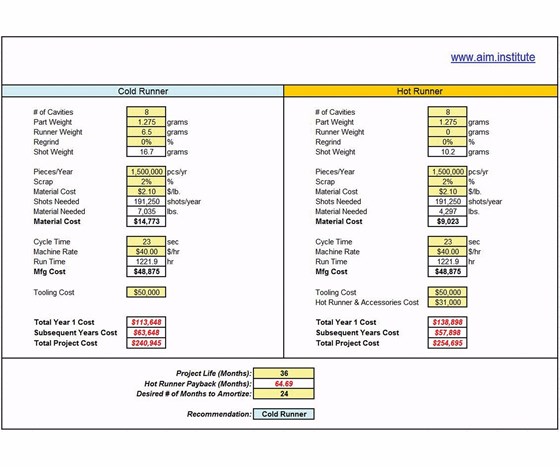
شکل ۳
شکل ۳ تحلیل هزینه ایی برای محصولی است که بر اساس ان سازنده میتواند در یک قالب ۸ حفره ایی انرا بسازد در حالیکه فروشنده هم برگشت سرمایه ی دوساله را درنظر دارد . این مثال دقیقا استفاده از مواد مقرون به صرفه برای استفاده از راهگاههای گرم در مقایسه با راهگاههای سرد را بررسی می کند بعضی محققان اینطور بحث می کنند که راهگاههای گرم با توجه به دوره ی زمای ، انرژی ، توناژ گیره مقرون به صرفه ترند و در نتیجه می توانند مطلوب باشند . به هر حال این بهره ها در هر موردی تضمین نمیشود در نتیجه از تحلیل هزینه ایی مستثنی میشوند . دانشجویان را به ساخت نموداری مثل شکل ۳ تشویق می کنیم که با تبدیل عددی انچه برای برگشت سرمایه لازم است به دست اید . سپس قضاوت می کنند ایا این اصلاحات واقعا مفید هستند .
مثال نشان میدهد راهگاه های سرد به دلیل کاربرد خاصشان انتخاب بهتری هستند . اگر لازم است هزینه ی تمام شده ی برای کل مواد ارزیابی شود ، کارگاه ها باید در مورد مراحل طراحی زیر بیاندیشند :
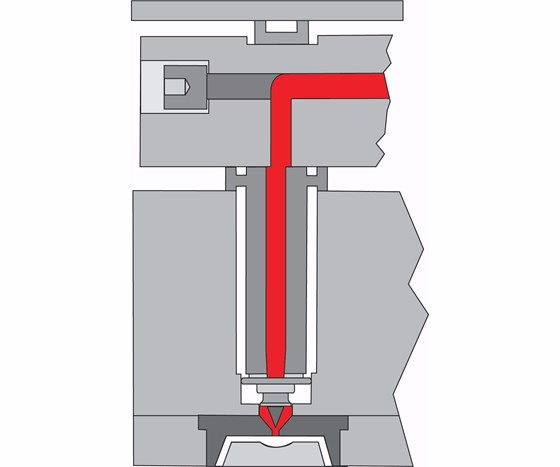
تلفیق یک راهگاه گرم ، باید در استفاده از ان دقت کرد از انجاییکه ممکن است سبب تغییرات جریانی دیگری شود . گیتهای مختلفی در این راهگاه ها و نازل های راهگاه گرم استفاده شده و برای مثال می تواند فرایند پرکردن قالب ، بسته بندی و توازن ذاتی ماده را تغییر دهد . شکل ۴ در صفحه ی ۲۴ فیدینگ راهگاه گرمی با یک گلوله کوتاه یک سیستم رانر سرد را نشان میدهد . در سه جهت مختلف کار انجام میشود . در نتیجه پر شدن راهگاه با سه دوره ی زمانی مختلف ، تغییر میکند .
شکل ۴
اکنون تصور کنید این راهگاه یک بخش دریچه بندی شده ی مستقیم را نشان میدهد . کیفیت این بخش بستگی به نوک گیت دارد که فرایند پرشدن ، جهت پلیمرها و فیلرها ، توزیع دمایی و فشاری را تغییر می دهد . سپس یک سیستم چند دراپی را تصور کنید که نوک هر گیت در موقعیت متفاوتی است در نتیجه هر بخش متمایز از قسمت دیگر پر میشود که سبب تفاوت نوع پروسه و قسمت قالب ریزی شده میشود .
بررسی نشان داد استفاده از سیستم راهگاه گرم دو یا چهار دراپی به جای راهگاه هشت دراپی با توجه به هزینه ی کمتر سرمایه گذاری مورد اول ، مناسب تر است با توجه به اینکه بخش سیستم راهگاه سرد در ان حذف میشود و انعطاف پذیری بهتر کنترل میشود مهندس سیستم راهگاه سرد حجم مواد و زمان چرخه را کم می کند .طراحی مناسب سرمایش نواحی ضخیم تر راهگاه سرد برای کم کردن تاثیر چرخه ی زمانی را بهبود می بخشد
البته قسمت های پلاستیکی وجود دارد که از لحاظ رقابتی نمی توان بدون استفاده از سیستم راهگاه گرم انها را قالب ریزی کرد . هدف این مقاله بررسی این مطلب است کارگاهها چه نظری در مورد قالبها دارند در نتیجه می توانند ارزیابی درستی برای انتخاب راهگاه بعدی داشته باشند .
منبع : اینترنت
برگردان : ایران ملد






