




پروسه های ریخته گری – بخش دهم
لحیم های نرم
بیش تر لحیم های نرم، آلیاژی از قلع و سرب هستند. آن ها به این دلیل لحیم های نرم نامیده می شوند که دمای ذوبشان نسبتاً پایین تر است.
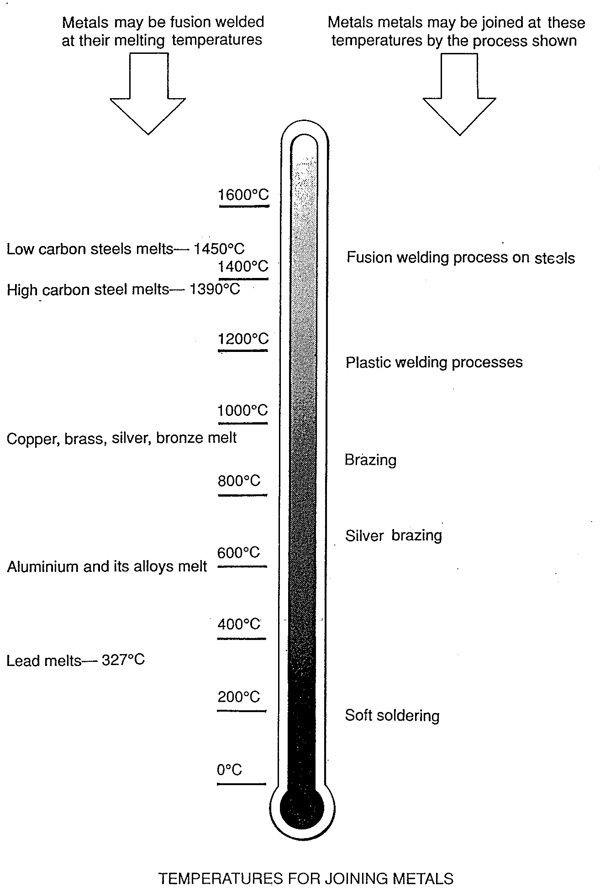
دلیل استفاده از آلیاژ قلع و سرب این است که نقطه ذوب لحیم پایین تر از نقطه ذوب مربوط به فلزاتی است که به هم متصل می شوند. نقطه ذوب قلع oC 232 و نقطه ذوب سرب برابر oC 327 است.
در شرایط خاص، عناصر دیگر به لحیم اضافه می شوند تا خواص آن را تغییر دهند. این عناصر ممکن است بیسموت، روی، آلومینیوم یا کادمیوم باشند.
در عمل، لحیم نرم فقط به صورت تجاری و براساس تعدادی استاندارد از ترکیبات قلع-سرب موجود است. محتوای قلعِ لحیم نرم همیشه در درجه اهمیت اول قرار دارد.
۵۰/۵۰ یا لحیم نرم لوله کشی برای اهداف کلی و لحیم کاری نرم در دستگاه، مورد استفاده قرار می گیرد. این لحیم برای لحیم کاری نرم ترکیب قلع و سرب، مناسب نیست.
لحیم نرم ۴۰/۶۰ به عنوان لحیم نرم اعلا شناخته و به سرعت محکم می شود و برای مخازن آب و آبگرم کن های مسی استفاده می گردد که به دلیل استحکام آن است. این لحیم برای مقاصد کلی با کیفیت خوب در کارهای الکتریکی کاربرد دارد.
لحیم نرم ۳۴/۶۶ نیز به عنوان لحیم نرم فوق اعلا شناخته می شود که مورد کاربرد آن برای لحیم کاری نرم برنج، مس و جواهرات است.
لحیم نرم ۶۰/۴۰ با نام لحیم نرم خشن شناخته می شود و روی آهن گالوانیزه استفاده می شود.
لحیم نرم ۳۷/۶۳ یا “مرد قلع” نیز به عنوان آلیاژ خوش گداز شناخته می شود که دارای نقطه ذوب پایین تر از دو فلز در حالت خالص آن ها می باشد. این لحیم نرم به سرعت محکم می شود زیرا وارد مرحله پلاستیک نمی شود. این لحیم کاربردی مشابه با لحیم های نرم اعلا دارد.
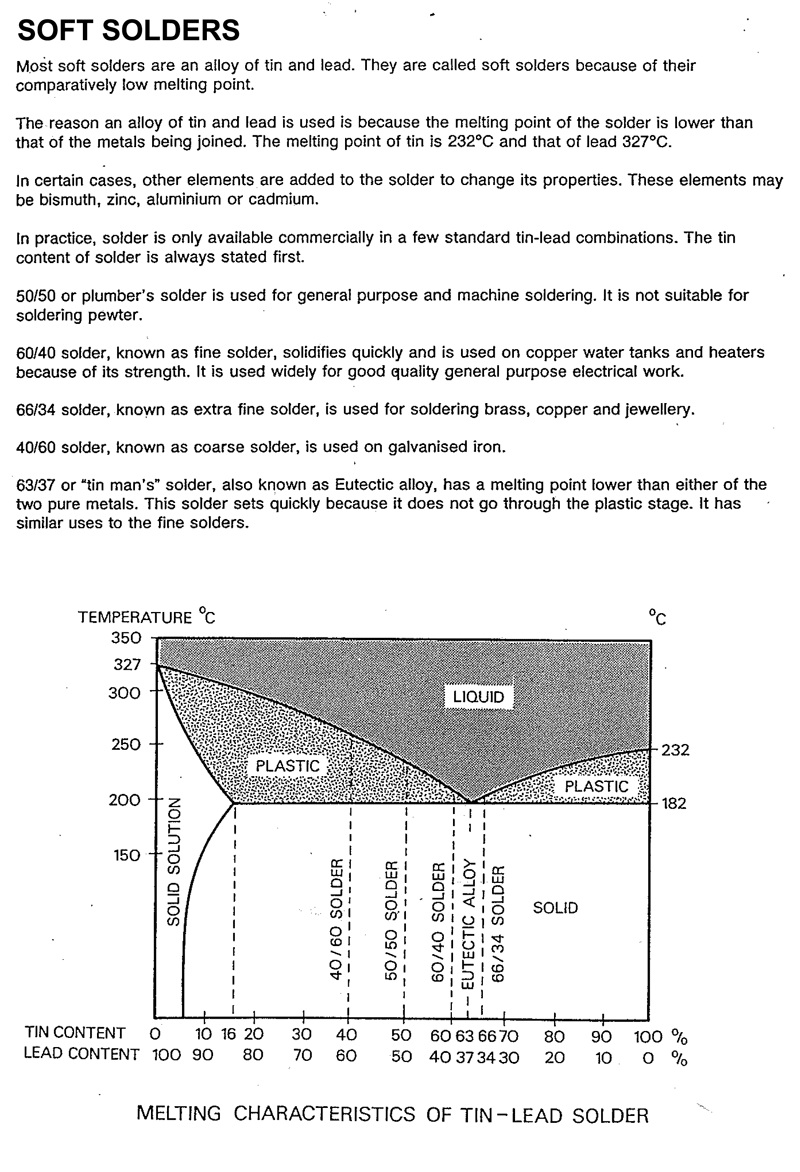 |
مشخصه های ذوب یک لحیم نرم قلع-سرب |
 ۱٫۵ اتصالات چسبی
۱٫۵ اتصالات چسبی
خصوصیت ضروری اتصالات چسبی این است که دو قطعه با قرارگیری یک مایع بین آن ها، متصل می شوند که این مایع بعد از آن جامد می شود. استحکام اتصال بستگی به استحکام پیوند بین قطعات و لایه چسب و استحکام لایه چسب به خودی خود دارد.
کلمه “چسب” معمولاً مفهوم نوعی چسب را تداعی می کند. چسب ها در حال حاضر دارای گسترده وسیعی از انواع گوناگون هستند؛ برخی در چند ثانیه می چسبند (سیانوآکریلات – ابرچسب)، بعضی نیاز به یک روز یا بیش تر برای سخت شدن دارند (اپوکسی های ترموستینگ) و دیگر گروه ها به طور دائم در وضعیت نرم و انعطاف پذیر باقی می مانند، مانند چسب های سیلیکنی. چسب های ترموستینگ، مشابه با پلاستیک های ترموستینگ با ترکیب دو جزء با هم به دست می آیند، یک جزء رزین و یک جزء سختگر که معمولاً به شکل سیال هستند و به صورت شیمیایی واکنش می دهند تا به شکل جامد در بیایند.
مزایای اصلی اتصال چسبی عبارتند از:
- تقریباً کلیه مواد یا ترکیباتی از آن ها می توانند متصل شوند؛
- برای بیش تر چسب ها، دماهای سخت شوندگی پایین است، به ندرت بیش تر از oC 180؛
- تعداد زیادی سخت شوندگی در دمای اتاق و ایجاد استحکام کافی برای بسیاری از مصارف؛
- مواد حساس به گرما را بدون آسیب متصل می کند؛
- مانند میخ پرچ ها و پیچ ها نباید هیچ سوراخی ایجاد شود؛
- نواحی با تماس زیاد به معنی استحکام اتصال بالا می باشد؛
- چسب عیوب سطحی را پر خواهد کرد.
معایب اصلی اتصال چسبی عبارتند از:
- بیش تر چسب ها بالاتر از oC 180 پایدار نیستند؛
- در صورتی که نیاز به نتایج خوب و پایدار باشد، آماده سازی سطح و پروسه های سخت سازی بسیار مهم می شوند؛
- پیش بینی میانگین عمر قطعات مشکل است؛
- بسته به مکانیزم سخت شوندگی، امکان دارد زمان مونتاژ طولانی تر از روش های جایگزین شود؛
- برخی چسب ها حاوی مواد شیمیایی و حلال های سمی هستند.
برای انجام یک لحیم کاری نرم یا اتصال چسبی موفقیت آمیز، باید ماده “چسب” سطوح هر دو شی که قرار است متصل شوند را “مرطوب” کند. تفاوت بین رطوبت پذیری و عدم رطوبت پذیری را زمانی می توانید ببینید که مشغول شستن بشقاب های صبحانه چرب هستید. وقتی بشقاب ها با روغن یا چربی پوشیده شده اند، آب بدون چسبیدن روی سطح حرکت می کند. این حالت با آنچه که پس از پاک کردن چربی توسط آب داغ و ماده ظرفشویی اتفاق می افتد، مقایسه می شود: بشقاب بعد از این پوشش نازکی از آب را نگه می دارد. در این حالت می گوییم که آب سطح پاک شده و تمیز را “مرطوب” می کند.
انجام اتصال موفق توسط لحیم های نرم یا چسب ها معمولاً نیاز به این دارد که سطوح اتصالی تمیز باشند. رسیدن به این هدف هم توسط روش های مکانیکی و هم روش های شیمیایی امکان پذیر است. در روش مکانیکی از ماده ساینده برای تمیز کردن سطح استفاده می شود در حالی که در روش های شیمیایی برای آماده سازی فلزات از محلول های اسیدی که سطح را تیزاب می کند، استفاده می گردد و پاک کردن روغن آن نیز توسط حلال ها صورت می گیرد. بعد از پاک کردن سطح، مهم این است که آلودگی دوباره ای از طریق اکسیداسیون و آلودگی هوایی اتفاق نیفتد. به خصوص وقتی که گرما حین لحیم کاری سخت و نرم اعمال می شود، اکسیداسیون به سرعت در محل اتفاق می افتد؛ در این حالت می توان شاری را اعمال کرد که از رسیدن اکسیژن به سطح آماده شده، جلوگیری کند. ساییدن این مزیت را داراست که سطح را زیر می کند و به این وسیله ناحیه سطحی را افزایش داده و موجب بهبود سطح تماس برای اتصال می شود.
منبع : اینترنت
برگردان : ایران ملد






