




قالب تزریق پلاستیک – بخش دوم
تزریق
در این مرحله از چرخه ماشین، پیچ تزریق مارپیچی شکل ( شکل ۱) مواد گرمانرم مذاب را در یک موقعیت حرکت رو به عقب پیچ در جلوی نوک پیچ به اندازه برابر و یا کمی بیشتر از مواد مذاب مورد نیاز برای پرکردن محفظه قالب شارژ می شوند. پیچ های قالب تزریق معمولا با نسبت طول به قطر در رنج ۱۵:۱ تا ۲۰:۱ طراحی می شوند، و نسبت تراکم از عقب به جلو در حدود ۲:۱ تا ۴:۱ است، جهت اجازه دادن برای تراکم تدریجی مواد ترموپلاستیک زمانی که ذوب میشوند. یک عدد شیر یک طرفه در جلوی پیچ برای اجازه ی عبور دادن مواد از پیچ به اندازه مشخص( دوز مواد ) جایگذاری شده است، اما این شیر اجازه برگشت مواد را نمی دهد. پیچ در داخل یک سیلندر تزریق که مقاومت به سایش سطح داخلی زیادی دارد، وجود دارد.
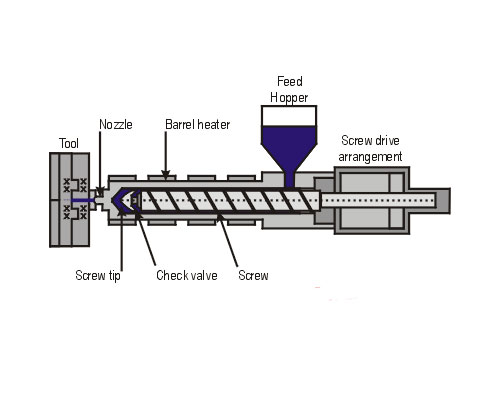
شکل ۱
معمولا، گرم کننده های مقاوم سرامیکی در اطراف دیواره سیلندر تزریق نصب شده اند، اینها در وحله اول برای گرم کردن مواد گرما نرم در سیلندر تزریق تا دمای مورد نیاز فرایند و جبران گرمای از دست رفته از دیواره سیلندر به کار گرفته می شوند. با توجه به این، در طول فرایند بیشترین گرمای مورد نیاز برای فرایند از طریق برش ایجاد شده بوسیله پیچ تولید می شود. جعبه های ترموکوپل در دیواره سیلندر تزریق برای نشان دادن صحیح دمای مذاب جایگذاری می شوند. گرمای ورودی می تواند توسط سیستم متناسب انتگرال و مشتق (PID) کنترل شود. پیچ مارپیچ ( غیردوار) تحت فشار هیدرولیک برای تخلیه مواد گرمانرم از سیلندر تزریق قرار می گیرد، این مواد از طریق نازل تزریق که رابط بین سیلندر و قالب است به درون ابزار قالب وارد می شوند.
فشار نگهداری و خنک کاری
پیچ در موقعیت رو به جلو برای مدت زمان مشخصی نگه داشته می شود، معمولا با یک پشتی از مواد ترموپلاستیک در جلوی نوک پیچ به طوری که فشار نگهداری باید روی مواد در حال انجماد داخل قالب اعمال شود، بنابراین این عمل باعث جبران کمبود مواد در قطعه در حال انجماد و انقباض می شود. فشار نگهدارنده ممکن است توسط یکی از سه روش آغاز شود: با زمان تعیین شده به صورت ثانیه از آغاز فاز پرشدن تزریق، با موقعیت پیچ به میلیمتر از انتهای کورس تزریق، یا با افزایش فشار هیدرولیک اندازه گیری شده بوسیله یک مبدل فشار در خود قالب یا در سیستم هیدولیک تزریق.
زمانی مواد تا یک نقطه های که دیگر فشار نگهداری روی قالب تاثیری ندارد، جامد شدند فشار نگه داری ممکن است تا صفر کاهش یابد، این عمل به کمینه کردن تنش های پسماند در قطعه نهایی کمک می کند. زمانی که مرحله فشار نگهداری پایان یافت قالب باید تحت یک مدت زمان خنک کاری قرار بگیرد. این زمان به حرارت داخل قطعه اجازه پخش شدن به ابزار قالب را می دهد به طوری که دمای قطعه به سطحی برسد که قطعه بتواند بدون اعوجاج و انقباض بیش از حد از قالب خارج شود. قطعه معمولا به دمایی زیر دمای انتقال لاستیکی گرمانرم یا دمای TG (دمای انتقال شیشهای شدن) نیاز دارد. بسته به نوع پلاستیک این دما میتواند یک مقدار کم و یا در یک رنج دمایی بالایی باشد. کنترل دمای قالب از طریق کانال های آب تحت فشار گنجانیده شده در ابزار انجام می گیرد. بسته به موادی که تولید می شوند، انواع اجزا و نرخ تولیدات مورد نیاز ، ممکن است قالب به یک واحد خنک کن یا آبگرم کن متصل باشد.
مقیاس یا اندازه گیری مواد
در طول مرحله خنک کاری، سیلندر تزریق از مواد برای چرخه بعد شارژ می شود. پیچ تزریق دوران می کند و به علت ذات مارپیچی آن، مواد به شکل دانه ریز یا پودر به قسمت انتهای عقب سیلندر تزریق از قیف تغذیه کشیده می شوند. گلویی اتصال قیف به سیلندر تزریق معمولا توسط آب برای جلوگیری از ذوب شدن اولیه و متعاقب آن اختلال در تغذیه خنک کاری می شود. سرعت دوران پیچ معمولا به صورت دور بر دقیقه (rpm) توسط سویئچی در مجاورت قسمت پشت پیچ تنظیم می شود. سرعت پیچ ممکن است بر روی سرعت ثابتی در کل فرایند و یا در سرعت های متعدد تنظیم شود.
مواد با هر جهش پیچ به سمت جلو منتقل و به تدریج ذوب می شوند به طوری زمانی که به جلوی نوک پیچ رسیدند باید به طور کامل ذوب و همگن سازی شده باشند. مواد مذاب منتقل شده در جلوی نوک تدریجا پیچ را به عقب میراند تا زمانی که به اندازه تزریق مورد نیاز برسد. از طریق حرکت رو به عقب پیچ، برش فزایندهای به مواد اعمال میشود، این از طریق محدود کردن جریان هیدرولیکی خروجی از سیلندر تزریق انجام می شود. که به عنوان فشار عقب در نظر گرفته می شود و به همگن سازی مواد و انتقال مواد ذوب نشده به جلوی پیچ کمک می کند.
باز شدن قالب و خروج قطعه
زمانی که مرحله خنک کاری به اتمام رسید قالب باز و قطعه کار خارج می شود. این عمل معمولا توسط پین های پران که با یک صفحه پران به یک سیلندر هیدرولیک کوپل شده اند و یا بوسیله شیر پران بادی در سطح ابزار قالب صورت می گیرد. قطعه کار ممکن است به داخل جعبه جمع آوری محصول یا روی نوار نقاله بیافتد، یا ممکن است به طور خودکار توسط ربات خارج گردد. در این مورد آخر، چرخه قالبگیری به طور کاملا خودکار است. در حالت نیمه خودکار اپراتور در این مرحله برای خارج کردن دستی قطعه مداخله می کند. زمانی که قطعه کار از ابزار قالب خارج و تمیز گردید چرخه کامل قالبگیری می تواند تکرار شود.
منبع : اینترنت
برگردان : ایران ملد






