




انتخاب متریال قالب تزریق پلاستیک برای مدیریت حرارت قالب و اینسرت ها
مهندسی قالب تا حد زیادی تعیین کننده عملکرد فرآیند قالب گیری تزریق پلاستیک می باشد به دلیل اینکه در سیکل زمانی و بهره وری فرآیند به طور مستقیم تاثیر گذار خواهد بود.
ما در اینجا قصد داریم تا این سوال را بپرسیم که چرا مدیریت حرارت در قالب،در تعیین هزینه اثربخشی فرایند قالب ریزی ضروری است؟
در قالب تزریق پلاستیک، عملکرد انتقال حرارت از پلاستیک مذاب به راه آب های خنک کننده از طریق قالب هزینه اثربخشی فرایند را مشخص می کند. برای یک پروسه قالبسازی ، لزوم درک مکانیسم انتقال حرارت در مناطق مختلف قالب برای طراحی و در نهایت ساخت یک قالب موثر است.
از یک طرف، برای بهینه سازی تنظیمات سیستم خنک کننده این اجازه را می دهد و از سوی دیگر، با انتخاب مواد مناسب برای قالب و یا برای مناطق مختلف قالب به منظور بهینه سازی زمان سرد شدن و به حداقل رساندن ضایعات به دلیل تاب برداشتن و یا عدم پر شدن قالب کمک می کند.
علاوه بر این شرایط حرارتی، متریال قالب mold material نیاز به پاسخ به خواسته های های مکانیکی و تریبولوژیک قالب، که ممکن است در سراسر هندسه قالب متفاوت باشد را دارد.
خواص حرارتی قالب نقش مهمی در بهبود انتقال حرارت از پلاستیک مذاب از طریق قالب و کاهش زمان خنک کاری به صورت منطقه ای یا به صورت کلی بازی کند.
برای چند دهه اخیر، هدایت حرارتی فولاد ابزار برای قالب های تزریق پلاستیک که محدود شده اند بین ۱۲ to 20 BTU و محدوده پایین تر، مربوط به فولادهای ابزار با خواص مکانیکی و تریبولوژیک بالاتر می باشد، مورد استفاده قرار می گرفت با این حال، فولادهای ابزاری که هدایت حرارتی تا ۳۵ BTU ارائه می دهند به عنوان فولاد هدایت حرارتی بالا (HTCS) یا تجاری شناخته شده اند و بایستی در نظر گرفته شوند.
دو نوع از این فولاد ها،HTCS-1 و HTCS-2 هستند که برای قالب تزریق پلاستیک استفاده می شود. هر دو آنها رسانایی های حرارتی در حدود بیش از ۳۵ BTU را دارند – شکل ۱

شکل۱
در حالی که خواص مکانیکی آنها نزدیک به آن دسته از فولاد های ابزار گرم کار مرسوم به H13 هستند.
HTCS-2 یک فولاد ابزار با حالت ذوب مجدد با قابلیت پولیش بالا می باشد. و HTCS-1 فولاد ابزار متالورژی پودر با قابلیت پولیش متوسط اما مقاومت در برابر سایش بسیار بالا است .
کلاس دوم را می توان برای ساخت قالب هایی که عواملی مثل سایش ساینده (پلاستیک تقویت شده با الیاف شیشه) Fiber Glass دارند و نیازی به کفیت پولیش بالایی ندارند استفاده کرد.
قالب سازان و تولید کنندگان اجزای قالب (قطعات استاندارد قالب) به دنبال بهینه سازی مدیریت حرارتی قالب جهت بالا بردن بهره وری فرآیند و دوام ابزار هستند در حالی که قطعات پلاستیکی قالب ریزی شده ای که با الیاف شیشه تقویت شده اند بایستی از این فولاد ابزار مشخص استفاده کنند.
یکی از ویژگی های امیدوار کننده این فولاد ابزار، این است که آنها در حالی که هدایت حرارتی بسیار بالا را دارند می توانند به سختی بیش از ۵۰ HRC برسند . تولید این فولاد ها صرفا جهت مقابله با مشکلات مربوط به حرارت برای مثال: بهره وری، تاب برداشتن، توزیع حرارت ضعیف، خنک کنندگی ، و غیره نیست بلکه دوام قالب به ویژه هنگامی که پلاستیک تقویت شده با الیاف شیشه ساینده استفاده شده است نیز مد نظر قرار گرفته است.
شکل ۲ نشان می دهد که بهترین مصالحه بین دوام قالب و سیکل زمانی قالب برای یک اتصال الکتریکی ، قالبی ساخته شده از HTCS-2 در مقایسه با فولاد H11 با آلیاژ مس است.

شکل۲
این فولاد ها در قالب هایی که توزیع حرارت بسیار ضعیف بوده که سبب تاب برداشتن قطعه و همچنین مشکلاتی مثل عدم پر کردن قالب که ضایعات را بالا می برد استفاده شود. و این به این دلیل است که هدایت حرارتی بالا خود نشان دهنده نفوذ گرمای بالا در تمام جهات قالب می باشد.به همین دلیل،در قالب هایی با هندسه پیچیده مثلا قالب های بزرگ ،استفاده از این فولاد ها پیشنهاد می گردد.مثلا قالب هایی با ابعاد ۴۷*۳۲*۳۹ اینچ ویا بزرگتر را می توان از این فولاد ها استفاده کرد.
شکل ۳ یک جعبه الکتریکی با ابعاد بزرگی را نشان می دهد. در این حالت با استفاده از فولادهای ابزار معمولی، میزان وقوع ضایعات به سبب توزیع نامناسب دما قطعه تولید شده ،تاب برداشته است که این مشکل با تعویض فولاد به HTCS-1 حل شده است.
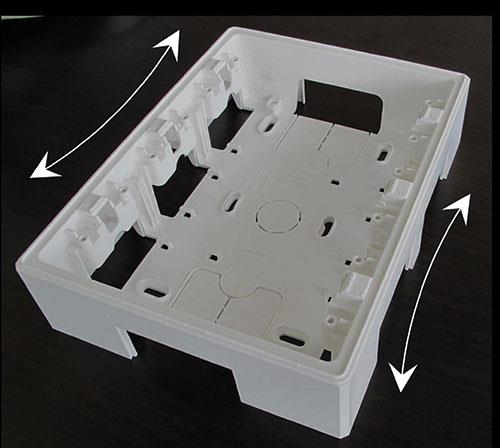
شکل۳

منبع:Mold Making Technology
ترجمه :






