










۱٫۲ ریخته گری قالب دائمی (ریخته گری ثقلی) یک قالب فلزی مانند آهن ریخته گری که با ماهیچه های درست شده از آهن یا شن است. سطوح محفظه قالب با لایه نازکی از ماده مقاوم به گرما مانند رس یا سدیم سیلیکات پوشش داده شده است. قالب ها قبل از اینکه فلز داخل محفظه قالب […]

۱٫۱ ریخته گری – (یا ریخته گری تحت فشار) فلز درون قالبی که تحت فشار بالای Mpa 210-10 (psi 30500-1450) قرار دارد، تزریق میشود. این روش قطعه یکنواخت تر، پرداخت سطح خوب و دقت ابعادی (در حدود %۲/۰ از ابعاد ریخته گری) بیش تری را فراهم می کند. تقریباً می تواند ماشین کاری های بعدی […]

فرایند قالب گیری به روش تزریق پلاستیک تعداد زیادی قطعات با کیفیت بالا و با دقت بالا و سرعت بسیار زیاد تولید می کند. ماده پلاستیکی به شکل ریز دانه ها گداخته می شود تا زمانی که به اندازه کافی برای تزریق تحت فشار نرم شود و قالب را پر کند. در نتیجه ی این […]

سالها پیش با یک محصول قالبگیری شده در نایلون مواجه شدم، اگر چه ما ان را در یک کیسه ۲۵ کیلویی دریافت کردیم، اما بازرسی دقیقتر آشکار کرد که تقریبا ۲۵% کیسه ها توسط حمل کننده ها سوراخ شده و دوباره بالای آن بسته شده است.من هرچیزی را خشک کردم حتی کیسه ها را. کیسه […]

معرفی رایج ترین و پرکاربردترین استنلس استیل های ماشینکاری شده از نوع آستنیتی می باشند، مانند استیل ۳۰۴ (۱٫۴۳۰۱) و ۳۱۶ (۱٫۴۴۰۱). این فلزات بدلیل نرخ کاری بالای سخت شدن و خواص شکنندگی ضعیف خود در طول ماشینکاری دسته بندی می شوند. این مقاله مسائل مهمی که ماشینکاری موفقیت آمیز این فولادها را تحت تاثیر […]
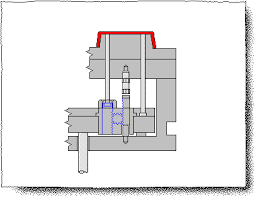
طرز کار قالب این تصویر یک استراتژی متداول را برای خروج مولفه ی خنک شده از قالب نشان می دهد. پین های گرد شده ی پران به منظور هول دادن مولفه ی شکل یافته به خارج از قالب باز شده به کار می روند. این تصویر یک پران شتاب داده شده پین مدل را نشان […]

پین های پران و غلاف هنگامی که یک مولفه نهایی خنک شود، باید دمولد (تخلیه کردن) شده و از حفره ی قالب خارج شود. یک پین پران که اغلب با عنوان پین ناک اوت[۱] (تمام کننده) شناخته می شود، می تواند به عنوان وسیله ای توصیف شود که عموماً برای خروج مولفه مورد استفاده قرار […]

به جز ماده ی PET، ماده ی پلاستیک باید عملیات شود تا بعد از قالب گیری تنش ها از بین بروند، و ذرات PMMA باید به مدت ۴ ساعت در دمای ℃ ۷۰-۸۰ تحت خشک کردن چرخه ی هوای گرم قرار بگیرد. اجسام PC باید با هوای تمیز و گلیسرول در معرض خشک کردن چرخه […]

چگونه به قالب گیری شفاف به روش تزریق بپردازیم چگونه به قالب گیری مواد شفاف پلاستیکی PMMA، PC و PET به روش تزریق به پردازیم. به دلیل قدرت انتقال بالای نور این مواد، باید شرایط سطح شفاف پلاستیکی بسیار دقیق باشد، یعنی نمی تواند هیچ گونه علامت، حفره، سفید شدگی، نقاط سیاه، رنگ پریدگی، درخشش […]

چگونگی انتخاب سیستم راهگاه گرم برای قالب سطل رنگ ۱۰ نکته برای انتخاب سیستم راهگاه گرم به طور معمول، قبل از انتخاب سیستم راهگاه گرم برای قالب سطل رنگ، ما باید درک کامل از ۱۰ فاکتور زیر برای انتخاب یک سیستم درست راهگاه گرم داشته باشیم: طراحی محصول. طراحی محصول معمولاً اولین مرحله است که […]