




گیت زنی جانبی مستقیم
قالبسازان و قالب گیرها باید انتخاب راهگاه گرم را با احتیاط در نظر بگیرند , چراکه به صورت قابل توجه سرعت , کیفیت و زمان کاری یک سیستم قالب گیری تزریق را تحت تاثیر قرار می دهد. باتوجه به کاربرد , یک راه حل راهگاه گرم بهینه شده با گیت زنی جانبی مستقیم مزایای مختلفی را به نسبت روش راهگاه سرد فراهم می کند. یک سیستم گیت (گلویی) جانبی می تواند انتخاب موثری برای بهبود کل قالب و کارآیی راهگاه گرم , و همچنین کیفیت قطعه باشد. همچنین می تواند در مصرف رزین صرفه جویی کند , زمان سیکل را بهبود ببخشد عملیات جریان پایین را حذف کند ( شامل کنترل دور ریز) , و بیرون اندازی ساده ای را فراهم کند.
کاربرد های منتخب
گیت زنی جانبی مستقیم به طور ویژه برای قطعات عمیق کشیده که فاقد سطح مورد نیاز برای گیت مطلوب بالایی هستند , و برای قطعات کوچک مناسب هستند که به طور معمول با استفاده از راهگاه گرم/ سرد یا راهگاه های سرد پر تولید می شوند. گیت جانبی می تواند به طور ویژه برای لوله های خروجی و سرپوش های بسته مناسب باشد که یک روزنه ی برجسته یا فضای کاهیده بین روزنه و لبه های قطعه وجود دارد . برای سرپوش های بسته گیت جانبی گسترش جریان ایده آل را فراهم می کند , که ریسک مکث جریان در لولای قطعه را برطرف می کند و آزادی قرار گرفتن روزنه را افزایش می دهد.
قطعات دیگر به دلایل زیبایی به گیت زنی در کناره ها نیاز دارند – پس اثری بر روی قطعه ی بالایی وجود ندارد – مثل پوشش جعبه ی پودر یا دیگر محصولات آرایشی . قطعات استوانه ای دراز مثل غلاف های سرنگ و سرهای پیپت نیز می توانند با سیستم راهگاه گرم گیت جانبی مستقیم قالب گیری شوند.
جریان ترجیحی
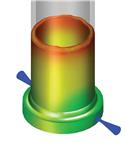
در گیت سازی در یک سمت قطعه ی لوله ای , الگوی پر کردن و فشار تراکم در دو طرف قطعه برابر نخواهد بود. هندسه ی قطعه (قطر داخلی ,نسبت طول/قطر , ضخامت دیواره) نوع رزین (آمورف یا کریستالی) و سفتی , کور خم و تغییر شکل پس پران ناشی از پر کردن نامتقارن کویتی , خنک کاری , و بسته بندی را تحت تاثیر قرار خواهند داد. این اثرات در قطعات بلند , با قطر کوچک و جدار نازک قالب گیری شده از رزین نرم پلی اولفن تقویت می شوند . همچنین ویسکوزیته ی رزین , ضخامت دیواره و سرعت تزریق رفتار جریان را تحت تاثیر قرار می دهند که حتی پیشبینی الگوی پیشروی روبه جلوی جریان را مشکل تر می کند.
شکل ۲
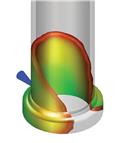
گیت زنی در یک طرف قطعه ی لوله ای همچنین می تواند جریان ترجیحی خلاف گیت ایجاد کند . شکل ۳ دو قطعه را که اندکی پر شده اند با گیت زنی نمایش می دهد که با پیکان قرمز مشخص شده اند .قطعه ی سمت راست از پروپیلن (PP) قالب گیری شده است , و قطعه ی سمت چپ از پلی آمید ۶۶ (PA66) قالب گیری شده است. به الگو های متفاوت جریان در هر قطعه توجه کنید. الگوی جریان که درنمونه PA66 در طرف مقابل گیت سریعتر پیشروی می کند می تواند اندکی گرادیان فشار را در هر دو طرف کور جبران کند , و به کاهش خم کور کمک کند . با این وجود , تغییر شکل مربوط به تراکم نا متقلرن را تغییر نخواهد داد.

شکل۳
همچنین روش های مختلفی برای گیت زنی باید با توجه به چگونگی در خواست کاربرد باید در نطر گرفته شود.
برای مثال , یک روش ممکن است شامل کاهش جریان رزین در اطاف کور باشذ=د در حالی که قطعه به وسیله اندکی افزایش ضخامت از پایه قطعه شروع به پر شدن می کند. این به تعدیل کردن پیشروی جریان در هر دو طرف کور کمک می کند. با این وجود این روش به راستی قطعه عالی منجر نخواهد شد. همانطور که تغییر شکل پش پران ناشی از فشردگی نامتقارن کویتی را نشان نخواهد داد.
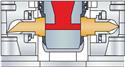
برای تضمین فشرده سازی و پر کردن متقارن هنگامی که ساختن قالب یک رزین متمایل به تغییر شکل پس پران است و در جایی که راستی قطعه مهم است , ممکن است به گیت زنی در هر دوطرف قطعه نیاز شود (شکل ۴). این می تواند زمان کل سیکل را به طور بالقوه کاهش دهد , همان طور که ماندن در قالب در بازه ی زمانی طولانی را غیر ضروری می کند. با این وجود در همان حال که تعداد گیت های قطعه دو برابرمی شود , ممکن است هزینه فلزات و پیچیدگی را افزایش می دهد. هنگام گیت زنی در هر دو طرف , ضروری است که تعادل جریان را با اندازه کردن کانال راهگاه گرم مناسب بهینه کرد . بنابراین گیت های هوا تقریباً همزمان باز می شوند. همچنین , مهم است که از تمیزی رزین و تمیزی سیستم تغزیه ی گلوله اطمینان حاصل کرد , اگرچه این کار تمامی ریسک های آلودگی را برطرف نخواهد کرد . بر خلاف راهگاه سرد , آلودگی (ناخالصی) در راهگاه گرم به پاکسازی احتیاج دارد . سرانجام , قالبسازانو قالب گیر ها باید در مورد گیت زنی که خیلی به بالای کور , یا نزدیک کور نازک است تجدید نظر کنند , چرا که این می تواند کور خم ایجاد کند. یک تفاوت کوچک فشار بین هر دو طرف قطعه ممکن است کور را خم کند , خصوصاً اگر نگه داشته نشده باشد .
شکل۴
ویژگی های طراحی قطعه , مثل محدودیت در باله پایه ی قالب , می تواند جریان را در اطراف کور فشرده سازد و به کاهش تغییر شکل قطعه کمک کند , با این وجود , این ویژگی ها به راستی قطعه ی کامل کمک نخواهد کرد. گیت سازی بر روی یک باله یا خیلی نزدیک به پایه ی قطعه توصیه شده است و ممکن است به راس گیت جانبی زاویه دار نیاز شود , همان طور که در شکل ۵ نشان داده شده است.
شکل ۵
به علاوه , هنگام ترکیب کردن یک نازل گیت جانبی روی قطعه , باید طراحی نازل فضای کافی را برای خنک سازی مناسب در اطراف قطعه و مجاور گیت ایجاد کند . که این در رسیدن به هدف زمان سیکل و کنترل باقیمانده ی گیت کمک می کند.
صرفه جویی مواد و منافع زمانی سیکل
در حالی که صرفه جویی مواد در حذف راهگاه سرد به صورت مستقیم است , بهبود زمان سیکل شاید به طورت مستقیم به نفع نظری مربوط نشود , چراکه راهگاه سرد اغلب , قبل از خنک سازی کامل خارج می شود . شکل ۶ نشان می دهد که چگونه زمان به نصف کاهش می یابد و ۲۰۰۰۰۰ دلار پلی کربنات (PP) درجه پزشکی رزین سالانه از حذف راهگاه سرد حفظ می شود. بسیاری از قطعات پزشکی که امروزه از راهگاه سرد ایجاد شده اند , مثل قفل های لوئر و بگ اسپایکس(bag spikes) می توانند از کاهش قیمت قابل توجهی برخوردار شوند. بازگشت سرمایه از صرفه جویی مواد برای هر مورد متفاوت است , اما در بسیاری از نمونه ها می تواند در کمتر از ۱۲ ماه به دست آید . گذشته از هزینه ی سیستم راهگاه گرم و بعضی ملاحظات اضافی طراحی قالب , صرفه جویی قابل توجه هزینه و زمان می تواند از بیرون اندازی ساده قالب و حذف گیت خوب متصل به راهگاه گرم کسب شود. کنترل دور ریز جریان پایینی نیز کاهش می یابد.
شکل ۶
هنگام انجام یک پروسه , یک سیستم راهگاه گرم گیت جانبی می تواند افت فشار را به حداقل برساند و می تواند فشرده سازی موثر طی خنک سازی قطعه بدون یخ زدگی قبل از موقع گیت را تضمین کند . که این به طور ویژه برای رزین های کریستالی و نیمه کریستالی مهم است.
شکل ۷ وزن شات ( مقدار کل ماده تزریقی) را به عنوان تابعی از زمان فشرده سازی برای یک قطعه ی بی هسته به ضخامت ۰٫۹ mm نشان می دهد. وزن در مدت ۵ ثانیه ثابت می شود , مطابق با زمان مورد نیاز برای فشرده سازی نظری برای کریستالی شدن کامل رزین در تمام ضخامت قطعه ی قالب گیری شده . این برای اجتناب از عیوبی مثل علامت های فرورفتگی یا فضاهای خالی مهم است .تضمین زمان فشرده سازی مناسب , همچنین به افزایش کیفیت تولید کمک می کند , چراکه وزن قطعه و ابعادش با تغییرات پروسه خیلی کم تر تحت تاثیر قرار داده خواهد شد. این به ویژه برای بازار پزشکی مهم است , که اغلب اندازه گیری های آماری شاخص قابلیت پروسه (Cpk) را بیش از ۱٫۶۶ هدف قرار می دهد.
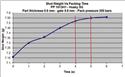
شکل ۷
کیفیت گیت
کیفیت گیت در یک سیستم راهگاه گرم گیت جانبی مستقیم که مناسب طراحی شده می تواند قابل قیاس یا بهتر از بخش تغذیه راهگاه سرد باشد , و این کیفیت گیت توسط پارامتر های بسیاری تحت تاثیر قرار می گیرد که شامل :
- خنک سازی گیت در نزدیگی سطح گیت.
- یکپارچگی گیت در قطعه , بنابراین بخش مستقیم حداقلی بدون انحراف زاویه می تواند نگه داری شود .
- ضخامت قطعه در مقابل گیت , مخصوصاً با رزین نرم. هرچقدر سطح گیت ضخیم تر باشد , تغییر شکل بیشتری هنگام باز کردن قالب به وجود می آید , و ذرات باقی مانده به نسبت بیشتر گسسته می شوند تا اینکه از بین بروند.
- رزین و سرعت باز کردن قالب , که مستقیماً به رفتار شکست مواد مربوط می شود. به طور کلی هرچه رزین نرم تر باشد , ریسک لکه دار شدن بیشتر می شود . هرچه رزین سفت تر باشد کیفیت گیت بیشتر می شود.
برای کاربرد های رنگ شده , مثل کلاهک ها و درپوش های قالب گیری , رنگ دانه کیفیت گیت را تحت تاثیر قرار خواهد داد. معمولاً هرچه قدر رنگ تیره تر باشد , تاثیر بصری مهم تری خواهد داشت. این به سفید شدن تنشی روی لبه های قطع شده ی گیت هنگام باز کردن قالب مربوط می شود (مطابق شکل ۷). نتیجه مشابه در راهگاه سرد نیز مشاهده می شود.
در کنار ملاحظات مهندسی , مهم است که سهولت استفاده و نگه داری در هنگام انتخاب سیستم راهگاه گرم گیت جانبی در نظر گرفته شود . سیستم نباید به یک پروسه ی خاص گرما دادن یا افزایش دهنده ی دمای نازل برای اکثر رزین ها نیاز پیدا کند و باید عملیات تراکم را فراهم کند . به علاوه , باید تغییرات راس , نازل , هیتر یا ترموکوپل را از خط جدایش ابزار فراهم کند و سپس به آنها اجازه بدهد تا بدون وقفه ی طولانی مستقیماً در قالب قرار بگیرند.
در نهایت , به هنگام رخ دادن آلودگی گیت های بسته شده باید تمیز کاری سریع گیت و توانایی شروع مجدد را عرضه کند . با در نظر گیری تمامی این فاکتور های مهم , هر قالب گیر می تواند از انتخاب بهترین سیستم راهگاه گرم برای استفاده شما مطمئن شود.
منبع : اینترنت
ترجمه : ایران ملد






