




نکاتی درباره پلاستیک و مواد تشکیل دهنده آن – بخش سوم
۲-۵-۱ ماشین قالبگیری تزریقی
طرح یک ماشین قالبگیری تزریقی (شکل ۱-۵) به لحاظ ساختار مشابه یک اکسترودر میباشد. مهمترین تفاوت میان این دو ماشین شامل حرکت ماردون میشود. علاوه بر حرکت دورانی که قبلاً برای اکسترودر توصیف شد، این ماشین دارای یک حرکت محوری نیز می باشد. برخلاف اکسترودرها، ماشین قالبگیری تزریقی در فرایند ناپیوسته وارد می شود. یک فرایند تولید ناپیوسته نیازهای خاصی را برای ماشین می طلبد، قالب و خنک سازی مربوطه و مورد نیاز. سه پارامتر مهم برای تولید یک قطعه ی قالبگیری شده به روش تزریق وجود دارد:
-دما
-زمان
-فشار
این سه پارامتر اثر بسیار مهمی بر روی فرایند قالبگیری تزریقی دارند که به سه مرحله ی کاربردی مرتب می شوند:
-پلاستیکی کردن
-تزریق
-خنک سازی
شکل ۵-۱
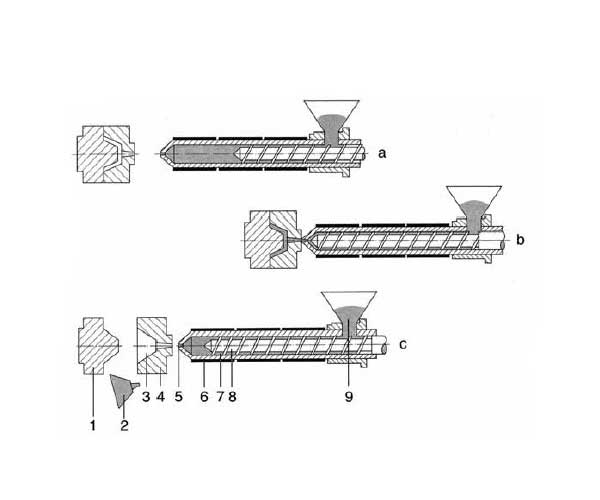
شکل ۱-۵ قاعده ی کاربردی ماشین قالبگیری تزریق.
پلاستیکی که قرار است فرآوری شود در حین حرکت در امتداد ماردون از طریق استوانهی گرم شده نرم می شود. فرایند پلاستیکی کردن واقعی اساساً به اکستروژن مربوط می شود. ماده ی نرم شده توسط ماردون در جهت راس ماردون به جلو حرکت داده می شود.
ماده ی نرم شده به صورت همزمان از پیش فشرده می شود. هنگامی که در انباره که در انتهای واحد پلاستیکی سازی قرار گرفته است به اندازه ی کافی ماده وجود داشته باشد ماده از طریق تزریق به قالب فشرده می شود. برای جلوگیری از کوچک شدگی ماده، مادهی نرم شده برای مدت زمان معینی در حین فاز خنک سازی فشرده می شود. پارامترهای ماشین به ماده ی کار شده و اتصالات تولیدی وابسته می باشند. در انتهای چرخه ی تزریق، فرایند دوباره شروع می شود.
۱-۶ خواص مکانیکی
۱-۶-۱ ارزیابی رفتار خزش
رفتار خزش در میان مهمترین فاکتورهای تست شده برای لولهها و اتصالات قرار دارد. این فاکتور، طول عمر لوله و اتصالات پلاستیکی را هنگامی نشان میدهد که در معرض فشار داخلی قرار گرفته باشد. فشار داخلی وارد شده در دیوارهی لوله، تنش ایجاد میکند. یک تنش مرجع مناسب (…) بر اساس رابطهی فشار داخلی (…)، ضریب اطمینان (SF) و قطر- نسبت ضخامت دیواره (SDR) قرار گرفته است. تنش مرجع (rσ) با استفاده از فرمول معروف بویلر قابل محاسبه میباشد. این نشان میدهد:
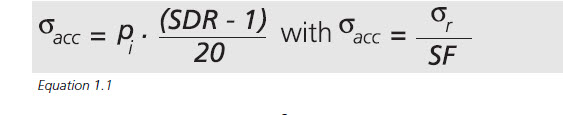
معادله ی ۱-۱
ref = تنش مرجع
acc = تنش قابل قبول
pi= فشار داخلی (بار)
SDR = نسبت ابعاد استاندارد
SF= ضریب اطمینان = ضریب طراحی عمومی
در عمل، تنش مرجع از تنش واقع بر پیرامون سطوح لولهی داخلی پیروی میکند. برخلاف این تنش، تنش در جهت محوری لوله به اندازهی نصف آن است. در اعمال فرمول بویلر، تنش مجاز (…) مادهی مربوطه اساس تعیین اندازهی لولهی پلاستیکی را فراهم میکند. به علاوه این حقیقت بسیار مهم است که تنش در شکست، وابستگی بسیار زیادی بر روی بار حرارتی و دوره ی بار دارد.
a) ماردون چرخان از قیف حجمی دانههای خارج شده را گرفته و در امتداد کانال ماردون به سمت راس ماردون تغذیه می کند.
b) قالب بسته بوده، واحد تزریق در مقابل بوش تغذیه حرکت می کند و ماردون برای فشار دادن ماده ی قالب گیری نرم شده به داخل قالب به عنوان پیستون عمل می کند.
c) ماده خنک شده ی تزریقی از قالب باز شده بیرون زده، ماردون ماده ی قالبگیری جدید را به راس ماردون حرکت می دهد و واحد تزریق از راس عقب کشیده میشود.
۱- قطعه ی قابل تحرک قالب
۲- مولفه ی شکل گرفته تزریقی
۳- حفره ی قالب
۴- بخش ثابت قالب
۵- نازل
۶- نوار حرارت دهی
۷- سیلندر ماده
۸- ماردون
۹- قیف حجمی ماده
معمولاً آزمایش هایی بر روی بخش های پر شده با آب لولهی استاندارد انجام می شود. در حین این آزمایشات، نمونه ی آزمایشی در یک ظرف آب قرار می گیرد.
کاربردهای خاص به آزمایش بخشه ای لوله احتیاج دارند که با ماده ی سیال مورد نظر پر شده باشد. نتایج چنین آزمایشاتی در یک نمودار دو لگاریتمی نشان داده شده است به طوری که در آن تنش نسبت به زمان رسم شده است. آزمایش در دماهای مختلفی انجام می شود. انحنا در منحنی نشانگر اتفاق شکست در لوله می باشد. نتایج آزمایش در دماهای بالاتر امکان درونیابی رفتار خزشی لوله را در دماهای پایین تر فراهم می سازد. این بیانگر طول عمر لوله تحت شرایط مشخص می باشد .
منبع : اینترنت
برگردان : ایران ملد






