




ابزار آلات و تجهیزات برش – بخش اول
هدف کلی ابزارآلات برش
ابزار ماشین تراش یا قلم تراش ( نوک قلم ) برای ماشینکاری قطعات به طور کارآمد باید از جنس مناسب و با زوایای درست ساخته شده باشد. اغلب قلم تراش برای اهداف عمومی از فولاد تندبر (HSS) ساخته می شود. این ابزارها به طور کلی ارزان و با قابلیت سنگزنی آسان بر روی ماشین سنگ رومیزی یا ماشین سنگ پایه دار، مقاوم در برابر سایش و استفاده بیش از حد و با قابلیت ساخت و تعمیر بالای هستند .
فولادهای ابزار تند بر می توانند در برابر حرارت بوجود آمده در طول فرایند ماشین کاری مقاومت داشته باشند بدون آنکه پس از سرد شدن دچار تغییر شوند ( استحکام حرارتی دارند). این قلم های تراش برای تراشکاری، فرزکاری، بورینگ ( سوراخ تراشی) و دیگر عملیات تراشکاری مورد استفاده قرار می گیرند. قلم های تراشی که از مواد مخصوصی مانند کاربید، سرامیک، الماس و فولادهای ریختگی ساخته می شوند قادر به ماشین کاری در سرعت های بالا هستند ولی برای کارهای تراشکاری معمولی شکننده و گران هستند. فولادهای تندبر در اندازه ها و شکل های گوناگونی برای انطباق با هر گونه عملیات تراشکاری در دسترس می باشند.
ابزار تراش تک لبه
قلم های تراش تک لبه می توانند یک انتها از فولادهای تندبر و یا یک لبه از ابزاه های برش کاربیدی یا سرامیکی و یا اینسرت باشند. اساسا یک قلم برش تک لبه ابزاری است که در هر لحظه از عملیات فقط یک لبه درگیر داشته باشد. یک ماشینکار و یا یک اپراتور ماشین باید شرایط اعمالی به قلم برش تک لبه را برای شناسایی درست و سنگ زنی های مختلف قلم تراش بداند.(شکل ۴-۳)

شکل ۴-۳
- ساقه ابزار بدنه اصلی قلم برش است.
- نوک ابزار قسمتی از ابزار است که به صورت نقطه شکل داده می شود و گوشه بین لبه برنده کناری و لبه برنده انتهایی است .شعاع نوک پایان گرد نوک قلم است .
- سطح براده سطح بالایی قلم تراش است که براده هایی که از قطعه کار جدا شده اند بر روی آن می لغزند.
- سطح جانبی سطحی است که در زیر و مجاور لبه برش قرارد دارد.
- لبه برنده قسمتی از نوک قلم است که عملا در برش قطعه کار شرکت دارد و در پشت نوک و مجاور بغل و سطح براده واقع شده است.
- پایه، سطح زیر قلم تراش است که معمولا در طول عملیات ساخت قلم تراش مسطح باقی میماند.
- انتهای نوک ابزار سطح تقریبا عمودی ایست که با کناره ی نوک، پروفیل نوک ابزار را شکل می دهد. انتها، سطح آخر نوک ابزار هنگام برش است
- پاشنه قسمتی از نوک ابزار، چشبیده به زیر سطح کمکی است
زوایای قلم برش
عملیات موفق تراشکاری و کیفیت قطعه حاصله به شدت به زوایایی بستگی دارد که قلم تراش را شکل داده اند. ( شکل ۴_۳). بسیاری از ابزارها برای یافتن شکل مناسب بوسیله دست بر روی سنگ رومیزی و یا سنگ پایه دار، سنگ زنی میشوند. هندسه قلم تراش برای زاویه براده و زوایای آزاد باید اساسا درست باشند، ولی شکل کلی قلم تراش با ترجیح ماشینکار و یا اپراتور ماشین تعیین می شود. تا زمانی که زوایای نوک قلم تراش برای قطعه های که در حال ماشین کاری است مناسب باشند، نوک قلم تراش میتواند به صورت نقطه های، گرد ، مربعی و یا نامنظم باشد . زوایا عبارتند از : زاویه های کناری و پشتی براده، زاویه های کناری و انتهایی لبه برنده و زاویه های کناری و انتهایی لبه آزاد. سایر زوایا که در نظر گرفته می شوند زاویه نوک قلم تراش و زاویه نگه دارنده ابزار هستند. . بعد از شناخت چگونگی تاثیر زوایا بر روی عمل برش بعضی از اشکال ابزار برش پیشنهاد شده می توانند در نظر گرفته شوند.
زاویه براده به زاویه سطح بالای نوک ابزار اشاره دارد. در اینجا دو نوع زاویه براده، عبارتند از : زاویه براده کناری و زاویه براده پشتی(شکل ۴-۳). زاویه براده میتواند مثبت یا منفی باشد و یا اصلا زاویه براده ای وجود نداشته باشد. ابزارگیر نیز میتواند زاویه داشته باشد که به نام زاویه گیره ابزار شناخته میشود که به طور میانگین مقداری برابر ۱۵ درجه بسته به نوع ابزارگیر انتخاب شده دارد. زاویه نگه دارنده ابزار با زاویه براده پشتی برای ایجاد لقی بین پاشنه نوک ابزار از قطعه کار و خروج آسان براده ترکیب میشود. زاویه براده کناری از لبه برنده اندازه گرفته میشود که میتواند زاویه براده مثبت باشد و یا زاویه براده نداشته باشد. زوایای براده نمی توانند خیلی بزرگ باشند چون لبه برنده استحکام خودش را برای انجام عمل برش از دست خواهد داد . زاویه براده کناری، نوع و اندازه براده تولید شده در فرایند برش را مشخص میکند و همچنین جهت حرکت براده در زمان خروج از ابزار برش را تعیین می کند . براده شکن ها می توانند برای اطمینان از خرد شدن برادهها و همچنین جلوگیری از بروز خطر بر روی زاویه براده جانبی تعبیه شوند.
زوایای جانبی و آزاد، یا زوایای لقی زوایایی هستند که در زیر و پشت لبه برنده برای ایجاد لقی و خلاصی بین ابزار با سطح در حال ماشین کاری در فرایند برش ایجاد میشوند. در اینجا دو نوع زاویه خلاصی (آزاد) وجود دارد زاویه آزاد کناری و زاویه آزاد انتهایی. زاویه آزاد کناری زاویه است که راس آن روی نوک ابزار است و زیر لبه برنده برای ایجاد کلیرانس (لقی) در جهت حرکت نوک ابزار قرار دارد. زاویه آزاد انتهایی زاویه است که راس آن نیز روی نوک ابزار برای ایجاد آزادی پیشانی قلم و جلوگیری از سایش پاشنه نوک قلم ایجاد میشود. زاویه آزاد انتهایی بوسیله زاویه نگه دارنده ابزار (ابزارگیر) تکمیل میشود و باعث تاثیر گذاری زاویه براده انتهایی برای انتهای نوک قلم میگردد.
زوایای لبه برنده و جانبی زوایایی هستند که بوسیله لبه برنده با انتهای نوک ابزار ( زاویه لبه برنده انتهایی) یا با کنار نوک ابزار ( زاویه لبه برنده کناری) ساخته میشوند. زاویه لبه برنده انتهایی از برخورد نوک ابزار با قطعه کار جلوگیری میکند و همچنین به پیشروری نوک ابزار در قطعه کمک میکند. زاویه لبه برنده کناری باعث کاهش فشار روی نوک ابزار در هنگام شروع برش میشود. از ترکیب زاویه براده کناری با زاویه آزاد کناری زاویه گوه برای ایجاد عمل برش بوجود می آید . یک شعاع روی نوک ابزار میتواند به تقویت نوک و همچنین ایجاد فرایند برش یکنواخت کمک کند.
اشکال نوک ابزار تراش
نوک ابزار تراش می تواند شکل کلی گرد، مربعی و یا هر شکل دیگر تا زمانی که شامل زوایای صحیح باشد را به خود بگیرد. نوک ابزارها بوسیله عملی که برای انجام دادن آن طراحی شده اند مانند گردتراشی و یا روتراشی شناسایی میشوند. همچنین میتوانند بوسیله اینکه آیا ابزارها خشن تراشی هستند و یا ابزار پرداختکاری شناسایی شوند. به طور کلی یک ابزار خشن تراشی شعاع کوچکتری روی نوک ابزار نسبت به ابزار پرداخت کاری یا ابزارهای با اهداف کلی دارد. تراشکاران تجربی اشکال زیر را که میتوانند برای عملیات تراشکاری مفید باشند ارائه کرده اند. یک ابزار راست تراش برای باربرداری از سمت راست به چپ شکل داده میشود. لبه برش در سمت چپ نوک ابزار قرار دارد و شیب سطح براده از لبه برش به پایین دور می شود. سمت چپ و انتهای نوک قلم با یک کلیرانس کافی برای غلبه لبه برش بر قطعه کار بدون سایش پاشنه ابزار ایجاد میشود. ابزارهای دستی راست تراش برای برشهای خشنتراشی سبک برای همه ماشینکاری عمومی مناسب است . یک ابزار دستی چپ تراش برعکس یک ابزار دستی راست تراش است چرا که برای زمانی طراحی شده است که تغذیه و پیشروی ابزار از سمت چپ به راست باشد. این ابزار به طور عمده برای ماشینکاری به شانه راست نزدیک میشود.
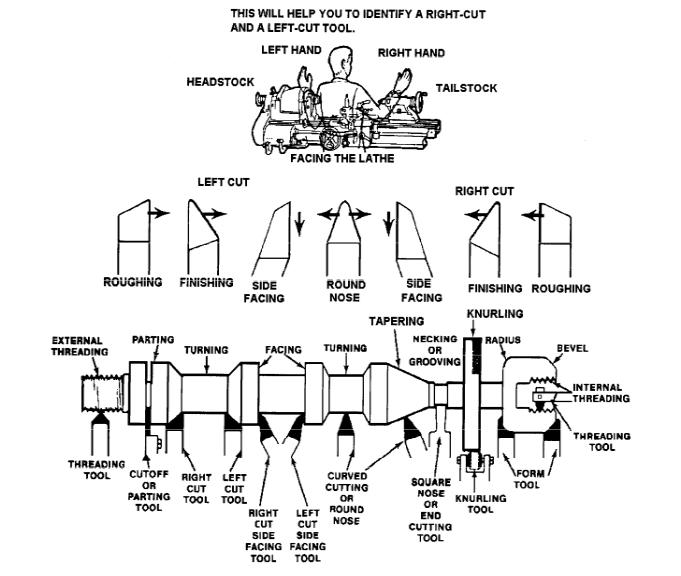
قلم نوک گرد تراش بسیار پرکاربرد است به طوری که می تواند در هر دو جهت راست و چپ برای پرداخت و خشن کاری مورد استفاده قرار گیرد. هیچ زاویه براده کناری بر روی سطح بالایی ابزار زمانی که در هر جهت استفاده میشود وجود ندارد، ولی ممکن است که یک زاویه پشتی براده کوچک برای خروج براده مورد نیاز باشد . شعاع نوک معمولا بر روی یک نیم دایره به قطر ۳۲/۱ اینچ قرار دارد. قلم های راست بُر پیشانی تراش برای پیشانیتراشی روی شانه سمت راست و انتهای سمت راست قطعه مورد نظر میباشند. لبه برنده در سمت چپ نوک قلم قرار دارد و نوک قلم برای ماشین کاری یک گوشه مربعی بسیار تیز است. جهت تغذیه برای این ابزار باید به دور محور مرکزی باشد و نه روی محور مرکزی. یک قلم چپ بُر پیشانی تراش بر عکس یک قلم راست بُر پیشانی تراش است و در ماشینکاری و پیشانی تراشی برای سمت چپ شانه ها در نظر گرفته می شود. قلمهای برش که همچنین به نام ابزار قطع کن شناخته می شوند در شکل ۶-۳ نشان داده شده اند. این قلم برش دارای لبه های برش اصلی بر یک انتهای مربعی دارد که در زاویه کاملا مشخص به قطعه کار وارد می شود. هر دو طرف باید برای جلوگیری از گیر کردن دارای لقی مناسب باشند و باید در پشت کمی باریکتر از لبه برش باشد. علاوه بر اینکه این ابزار در برش قطعات مورد استفاده قرار میگیرد در ماشینکاری گوشه های مربعی و همچنین تولید شیار نیز به کار می رود .
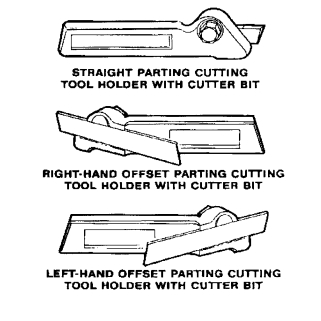
شکل ۶-۳
منبع : اینترنت
برگردان : ایران ملد






